

Цикл литья под давлением
Когда говорят про цикл литья под давлением, многие сразу представляют себе цифры на панели управления — вот, мол, время смыкания, выдержки под давлением, охлаждения. Но если ты реально стоял у машины, особенно когда гоняешь сложные изделия из тех же вспененных полимеров вроде EPP, понимаешь, что это живой процесс, а не набор параметров. Частая ошибка — пытаться оптимизировать его чисто по секундомеру, не вникая в то, что происходит в форме. Особенно это касается компаний, которые работают с инновационными материалами, где поведение расплава — отдельная история.
Из чего на самом деле складывается цикл
Начнем с банального: цикл начинается не со смыкания плит, а с подготовки материала. Если брать, к примеру, гранулы EPP для литья под давлением, их предварительная кондиция по влажности — это уже часть процесса. Пропустишь этот этап — и потом все время выдержки под давлением уйдет на борьбу с паровыми раковинами. У нас на производстве был случай, когда для одного заказа детали интерьера автомобиля пришлось сушить материал вдвое дольше паспортного, потому что в цехе была высокая влажность. В стандартном расчете цикла литья под давлением такие вещи часто не заложены.
Самый критичный участок — это фаза впрыска и выдержки под давлением. Для вспененных материалов здесь важно не просто заполнить форму, а сделать это с определенным профилем скорости и давления, чтобы контролировать структуру ячейки. Если пережать, погасишь вспенивание, получишь переуплотненную поверхность и повышенную усадку. Не дожмешь — будет недолив или слабая структура. Опытный технолог смотрит не только на кривую на мониторе, но и на поведение материала в литниковой системе. Иногда приходится жертвовать временем впрыска ради качества.
А охлаждение? Тут вообще поле для импровизации. Официально — время считается от момента окончания подачи давления до открытия формы. Но на практике эффективное охлаждение начинается еще на фазе выдержки. Каналы в форме, температура теплоносителя — все это влияет. Для крупногабаритных деталей, скажем, упаковочных вкладышей из EPE, которые мы делали для одного электронного бренда, пришлось перепроектировать систему охлаждения, добавив зональное регулирование. Иначе коробило. В итоге цикл литья увеличился, но общее время на устранение брака сократилось в разы.
Где оптимизация дает реальный эффект, а где — нет
Все хотят сократить цикл — это прямая экономия. Но слепое сокращение времени охлаждения — самый простой путь к дефектам. Однажды мы пытались угнаться за планом по деталям из E-TPU для элементов амортизации в обуви. Уменьшили время охлаждения на 15%, статистика на выходе была вроде в норме. Но через месяц пришли рекламации от сборщика — детали теряли упругость при длительном хранении. Оказалось, материал не успевал стабилизировать свою сшитую структуру. Пришлось вернуть параметры и искать резервы в другом месте — в автоматизации извлечения и транспортировки.
Реальную оптимизацию часто дает не манипуляция с одним временным параметром, а синхронизация всех этапов. Например, робот-манипулятор должен начинать движение на подходе к форме не в момент полного открытия, а чуть раньше, используя время на начало страгивания плит. Или подготовка следующей порции материала (сушка, дозирование) должна идти параллельно с основным циклом. У нас в цехе для серийного производства защитной упаковки для промышленной электроники как раз внедрили такую систему. Сократили не столько сам цикл литья под давлением, сколько простои между циклами.
Еще один момент — это настройка литниковой системы и тракта впрыска. Иногда увеличение диаметра литника или переход на горячеканальную систему (где это допустимо по материалу) дает большее сокращение общего времени цикла, чем игра с температурными режимами. Потому что позволяет снизить давление и время впрыска, а также упростить последующее отделение литника. Но это требует переделки оснастки, что не всегда оправдано для мелких серий.
Специфика работы со вспененными полимерами
Вот здесь все стандартные учебники по литью под давлением часто пасуют. Возьмем, к примеру, компанию ООО Нанкин То Форс Новые Материалы (сайт: njglxcl.ru). Их профиль — применение EPP, EPE, E-TPU. Так вот, для этих материалов классический цикл литья претерпевает изменения. Основная задача — не просто заполнить форму расплавом, а управлять процессом вспенивания в замкнутом объеме.
Это означает, что фаза выдержки под давлением критически важна для формирования однородной ячеистой структуры. Давление должно удерживаться строго определенное время, пока не завершится основная реакция расширения газа. Если прервать раньше — получишь просадки на толстых сечениях. И наоборот, передержка ведет к излишнему уплотнению и потере легковесности, ради которой материал и выбирался. В своей практике при запуске новой формы для EPP-вкладыша мы иногда делаем до 30-40 циклов в режиме отладки, только чтобы поймать этот момент.
Температурные режимы тоже свои. Из-за низкой теплопроводности вспененной структуры эффективное охлаждение требует хорошо продуманных каналов в форме. Иногда приходится делать перепад температур по зонам формы: более холодная сторона для быстрого образования корки, более теплая — для того, чтобы материал в глубине сечения успел вспениться. Это напрямую бьет по времени цикла, но зато гарантирует стабильное качество. Как отмечает в своей деятельности ООО Нанкин То Форс Новые Материалы, комплексный подход от разработки до поставки — ключ к успеху в таких проектах.
Оборудование и его влияние
Не все машины для литья под давлением одинаково хорошо работают со вспенивающимися материалами. Нужен точный контроль за давлением впрыска, причем не просто пикового, а возможности его программного профилирования. Машины с гидравлическим приводом часто проигрывают в этом отношении полностью электрическим или гибридным, где управление более точное и воспроизводимое.
Важен и узел пластикации. Для гранул EPP, которые имеют низкую насыпную плотность, нужен специальный дизайн шнека и бункера, чтобы избежать ?зависания? материала и обеспечить стабильную дозировку. Нестабильная доза — это плавающий объем впрыска, а значит, и нестабильный цикл литья под давлением. Приходится либо модернизировать узел, либо идти на компромисс с настройками, что не есть хорошо.
Система запирания — отдельная тема. Из-за низкого давления формования (по сравнению с литьем компактных материалов) можно было бы думать, что и усилие смыкания нужно меньше. Но это не совсем так. При вспенивании материал создает значительное давление раскрытия по всей площади проекции. Особенно на крупногабаритных формах. Недостаточное усилие смыкания приведет к облою по периметру, что для многих декоративных или точных деталей недопустимо. Приходится выбирать машину с запасом по этому параметру.
Вместо заключения: мысль вслух
Так что, возвращаясь к началу. Цикл литья под давлением — это не цифра в техпроцессе. Это скорее ритм, в котором работает вся система: материал, машина, форма, оснастка и оператор. Его можно грубо подогнать под требуемую производительность, но тогда ты играешь в лотерею с качеством. А можно понять логику процесса для каждого конкретного материала и изделия, как это делают в компаниях, глубоко погруженных в тему, типа упомянутой ООО Нанкин То Форс Новые Материалы. Тогда оптимизация будет не за счет форсирования, а за счет слаженности. И да, иногда лучшая оптимизация — это не сократить цикл на две секунды, а добиться его абсолютной стабильности от первого до десятитысячного изделия. Потому что простои на переналадке и выбраковка съедят любую, даже самую красивую, теоретическую экономию времени.
На практике часто выходит, что самый короткий цикл — не самый экономичный. Когда ты тратишь меньше ресурсов на перенастройку, меньше материала на брак и меньше времени на контроль — вот где настоящая эффективность. Особенно когда работаешь с заказчиками, для которых вес, экологичность и защитные свойства упаковки или компонента — критичны. Тут любое отклонение в структуре материала, вызванное гонкой, может поставить крест на всей партии.
В общем, табличка с временами цикла на машине — это лишь верхушка айсберга. Все самое интересное, сложное и определяющее конечный результат происходит невидимо, внутри формы и материала. И этому не научат в коротком руководстве. Только опыт, наблюдение и иногда — анализ собственных ошибок.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
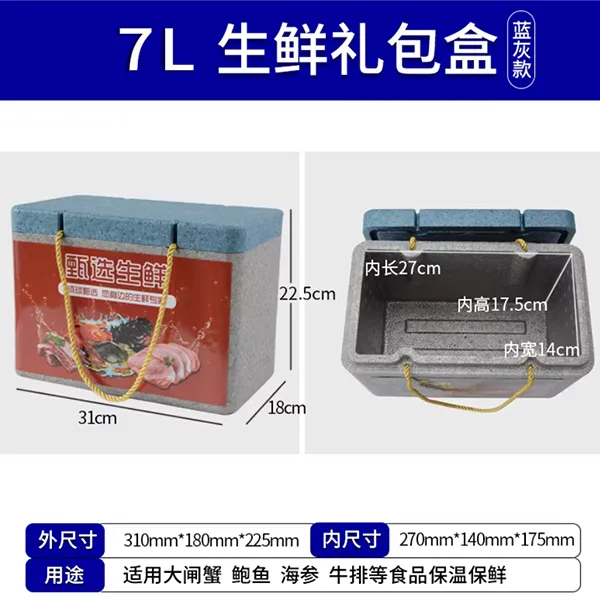 7L подарочный контейнер для свежих продуктов
7L подарочный контейнер для свежих продуктов -
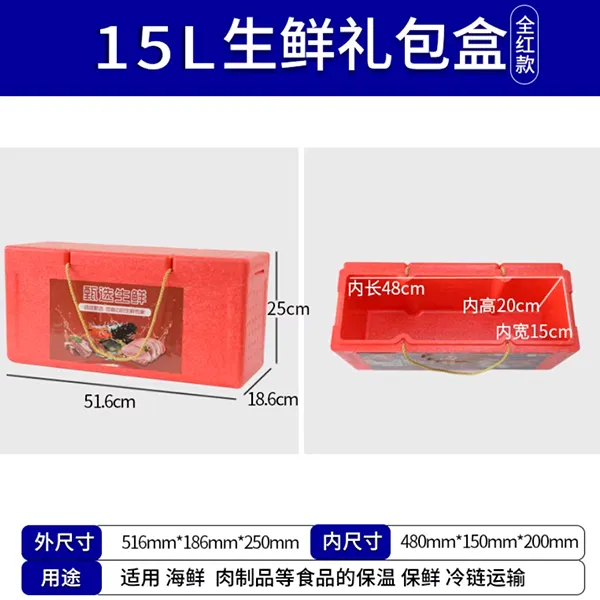 15L подарочный контейнер для свежих продуктов
15L подарочный контейнер для свежих продуктов -
 Сиденье
Сиденье -
 Полый цилиндр для йоги
Полый цилиндр для йоги -
 11L подарочный контейнер для свежих продуктов
11L подарочный контейнер для свежих продуктов -
 Детские строительные блоки
Детские строительные блоки -
 8L подарочный контейнер для свежих продуктов
8L подарочный контейнер для свежих продуктов -
 Метательный планер
Метательный планер -
 Ящик для спального места
Ящик для спального места -
 14L подарочный контейнер для свежих продуктов
14L подарочный контейнер для свежих продуктов -
 Сплошной цилиндр для йоги
Сплошной цилиндр для йоги -
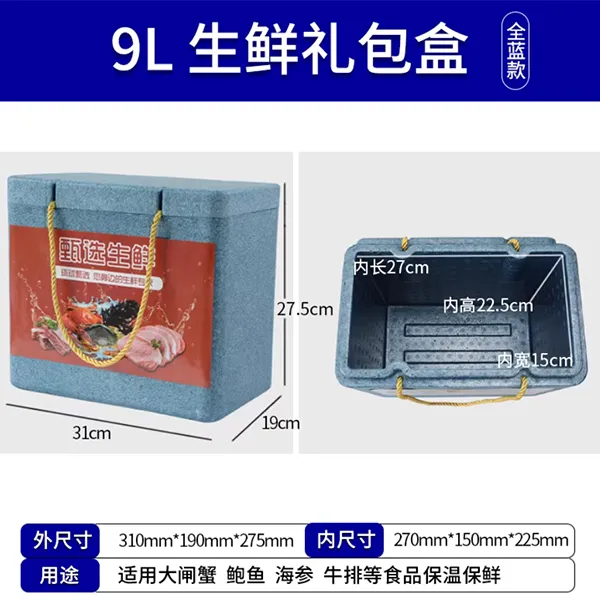 9L подарочный контейнер для свежих продуктов
9L подарочный контейнер для свежих продуктов
Связанный поиск
Связанный поиск- Солнцезащитный козырек т5
- Многооборотная упаковка для холодовой цепи свежих продуктов
- Строительные материалы для потолка
- Упаковочный ящик для проектора
- Инструментальный ящик маленький
- Огнестойкость
- Инструментальный ящик для дома
- Выдвижной солнцезащитный козырек
- Комплексные строительные материалы
- Солнцезащитный козырек hd









