

Огнестойкость
Когда говорят об огнестойкости, многие сразу представляют себе таблички с маркировкой или стандартные испытания. Но на практике всё часто упирается в детали, которые в этих сертификатах не прописаны. Например, как материал ведёт себя не в идеальной печи лаборатории, а в реальном пожаре, где горят ещё и соседние конструкции, где есть сквозняк, где капает расплавленный пластик с потолка. Вот об этих нюансах и хочется порассуждать, исходя из того, что видел сам.
Где теория расходится с практикой
Возьмём, к примеру, вспененные полимеры, с которыми мы работаем в ООО Нанкин То Форс Новые Материалы. Клиент приходит с требованием: нужен материал для упаковки электронных компонентов с определённым классом огнестойкости. Смотрим стандарты, подбираем состав. Казалось бы, всё ясно. Но потом выясняется, что эта упаковка будет храниться на складе рядом с лакокрасочными материалами. Или что её могут случайно положить на горячий радиатор отопления во время логистики. Лабораторный тест на прямое пламя это не имитирует.
Был у нас случай с одним проектом по облегчению веса компонентов для автопрома. Инженеры заказчика были уверены, что материал с сертификатом по DIN 4102-1 B1 — это гарантия. Мы же настаивали на дополнительных испытаниях в составе узла, потому что в конструкции рядом был металлический крепёж, который в пожаре работает как теплоотвод, локально перегревая полимер. В итоге, стандартный образец прошёл бы тест, а реальная деталь — нет. Пришлось дорабатывать рецептуру, добавляя специальные синергисты, чтобы повысить именно стойкость к такому локальному, неравномерному нагреву.
Именно поэтому на сайте ООО Нанкин То Форс Новые Материалы мы акцентируем не просто на поставке материалов EPP или E-TPU, а на комплексных решениях. Потому что без понимания конечного сценария применения любая огнестойкость — это лотерея. Можно сделать материал, который не горит в тесте 10 секунд, а на одиннадцатой — вспыхивает как факел. А нужно, чтобы он либо не загорался в принципе в данных условиях, либо хотя бы не поддерживал горение и не капал, давая время на эвакуацию.
Миф о 'абсолютной' огнезащите
Очень распространённое заблуждение — что можно создать полимер, который вообще не будет реагировать на огонь. В лучшем случае это будет очень дорогой материал, в худшем — маркетинг. Чаще всего речь идёт о замедлении воспламенения, снижении скорости распространения пламени и, что критично, уменьшении дымообразования и токсичности продуктов горения. Вот на последних двух пунктах многие экономят, а зря.
Вспоминается проект по экологичной упаковке для оборудования. Заказчик хотел 'зелёный' материал, биоразлагаемый, да ещё и с огнезащитой. Сложная задача. Мы экспериментировали с разными антипиренами: галогенированные, фосфоросодержащие, минеральные наполнители вроде гидроксида алюминия. Каждый вариант влиял не только на огнестойкость, но и на механические свойства — прочность на сжатие, упругость, а главное, на саму возможность переработки материала. В итоге нашли компромиссный вариант, но пришлось честно предупредить клиента, что 'абсолютной' защиты нет, есть оптимальный баланс свойств под его конкретные условия транспортировки и хранения.
Этот опыт подтверждает подход нашей компании, описанный в её миссии: интеграция цепочки от разработки до поставки. Без такого глубокого погружения в проблему клиента можно было бы просто продать стандартный лист EPE с антипиреном и забыть. Но тогда и доверия со стороны известных брендов, о котором говорится в описании ООО Нанкин То Форс Новые Материалы, не было бы. Доверие появляется, когда ты можешь предвидеть проблемы за рамками техзадания.
Детали, которые решают всё: коксование и каплеобразование
В оценке огнестойкости есть два практических параметра, на которые я всегда смотрю в первую очередь, помимо стандартных температур воспламенения. Это способность к образованию коксового слоя и поведение материала при плавлении. Хороший коксовый слой — это изолятор, он защищает внутренние слои материала от нагрева, фактически сам материал тушит сам себя. А вот каплеобразование — это бич. Горящие капли разносят огонь.
Работая над решением для безопасности деталей в интерьере общественного транспорта, мы столкнулись именно с этим. Материал должен был быть лёгким, упругим (здесь как раз пригодился E-TPU) и соответствовать жёстким нормам по горючести. Лабораторные образцы показывали хорошие результаты по времени до воспламенения. Но при увеличении масштаба до полноразмерной панели, в вертикальном положении, мы заметили, что при длительном тепловом воздействии (не открытом пламени, а именно от нагретой металлической основы) материал начинал 'потеть' — выделять мелкие расплавленные частицы. Они не воспламенялись сразу, но были опасны.
Пришлось вернуться к стадии проектирования и разработки. Добавили комбинацию антипиренов, которые стимулировали именно быстрое коксование поверхности. Не скажу, что это было быстрое решение, несколько партий материала ушло в брак. Но в итоге получили продукт, который не только прошёл формальные испытания, но и в котором мы были уверены в условиях, приближенных к реальным. Такие итерации — неотъемлемая часть нашей работы по созданию комплексных решений, о которых мы заявляем.
Ошибки, которые учат лучше учебников
Был у нас один неудачный опыт, о котором редко рассказывают в презентациях. Клиенту для упаковки дорогостоящего оборудования потребовался материал с высокой огнестойкостью и максимальной амортизацией. Мы, окрылённые предыдущими успехами, предложили сложную слоистую структуру: снаружи — модифицированный EPP с антипиренами, внутри — мягкий EPE для гашения ударов. Теоретически — идеально.
На практике, при имитации пожара в отсеке хранения, внешний слой действительно хорошо сопротивлялся пламени, коксовался. Но тепло через этот коксовый слой всё равно проходило. Внутренний, мягкий слой EPE, который не был так сильно насыщен антипиренами (чтобы сохранить эластичность), начал плавиться и сжиматься гораздо раньше, чем внешний. В результате вся расчётная амортизационная структура нарушилась ещё до того, как огонь добрался до упакованного прибора. Оборудование могло бы быть повреждено не огнём, а падением из-за потери поддержки.
Этот провал научил нас смотреть на систему в целом. Нельзя оптимизировать одно свойство в ущерб другому, особенно когда речь о безопасности. Теперь, предлагая решения для экологичной упаковки или облегчения веса, мы всегда моделируем тепловое поведение всей конструкции, а не только материала. Это дороже и дольше, но надёжнее. Как раз тот самый integrated value chain — управление цепочкой создания стоимости, которое начинается с глубокого анализа.
Что в итоге? Огнестойкость как процесс, а не свойство
Так к чему же приходишь после всех этих проб, ошибок и удачных проектов? К пониманию, что огнестойкость — это не статичная характеристика, которую можно раз и навсегда вписать в паспорт материала. Это процесс взаимодействия конкретного материала в конкретной форме, в конкретном окружении, с конкретным источником огня. И оценивать её нужно именно в этой связке.
Поэтому, когда к нам в ООО Нанкин То Форс Новые Материалы обращаются с запросом просто 'дать огнестойкий материал', первый вопрос всегда: 'А что с ним будет происходить дальше?'. Будет ли он частью несущей конструкции, лежать в ящике, подвергаться вибрации, контактировать с маслом? Без этого контекста любая рекомендация — профанация.
Именно этот практический, можно даже сказать, приземлённый подход, и позволяет нам предоставлять клиентам не просто кусок вспененного полимера, а реальное, работающее решение. Решение, в котором учтены и нормы, и скрытые риски, и те самые 'мелочи', из-за которых, как известно, и горят не материалы, а целые объекты. В этом, на мой взгляд, и заключается настоящая профессиональная работа с огнестойкостью.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
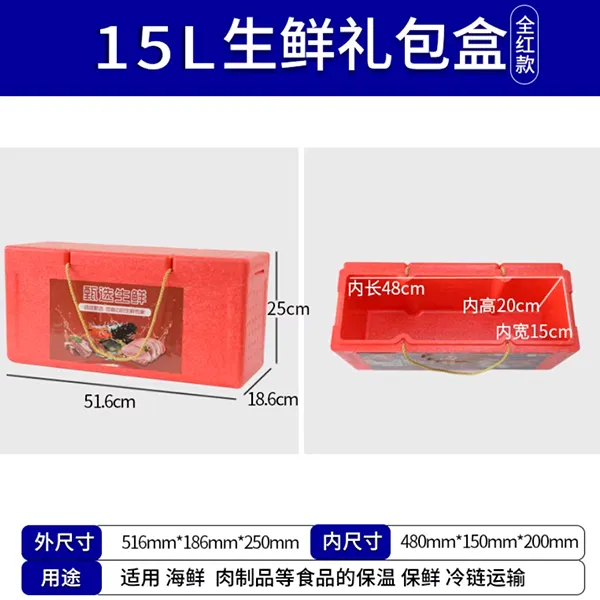 15L подарочный контейнер для свежих продуктов
15L подарочный контейнер для свежих продуктов -
 12L подарочный контейнер для свежих продуктов
12L подарочный контейнер для свежих продуктов -
 Сиденье
Сиденье -
 Метательный планер
Метательный планер -
 18L подарочный контейнер для свежих продуктов
18L подарочный контейнер для свежих продуктов -
 Детские строительные блоки
Детские строительные блоки -
 23L подарочный контейнер для свежих продуктов
23L подарочный контейнер для свежих продуктов -
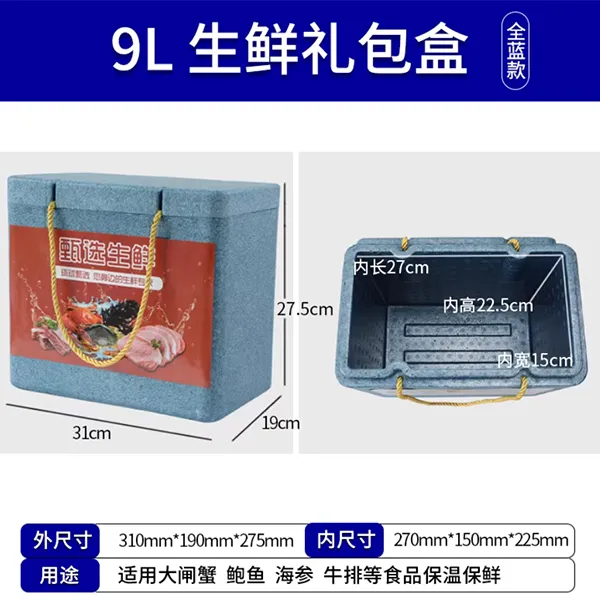 9L подарочный контейнер для свежих продуктов
9L подарочный контейнер для свежих продуктов -
 8L подарочный контейнер для свежих продуктов
8L подарочный контейнер для свежих продуктов -
 Ящик для спального места
Ящик для спального места -
 27L подарочный контейнер для свежих продуктов
27L подарочный контейнер для свежих продуктов -
 Сплошной цилиндр для йоги
Сплошной цилиндр для йоги









