

Термоконтейнер тм6
Когда слышишь ?Термоконтейнер тм6?, первое, что приходит в голову — стандартная изотермическая тара для логистики. Многие так и думают, и в этом главная ошибка. На деле, если копнуть, это целая история про инженерные компромиссы между теплоизоляцией, весом, прочностью и, что часто упускают из виду, — технологичностью материала. Я сам долго считал, что главное — это коэффициент теплопроводности утеплителя, пока не столкнулся с реальными циклами погрузки-разгрузки и перепадами от -30 до +20 на складе временного хранения. Вот тогда и понимаешь, что цифра ?6? в названии — это не просто модель, а, скорее, обозначение некоего класса задач, с которыми контейнер должен справляться.
Из чего на самом деле сделан ТМ6 и почему это важно
Корпус. Часто говорят про сэндвич-панели, но суть в деталях. Внутренний слой — пищевой полипропилен, это понятно. А вот сердцевина... Здесь много вариантов. Видел экземпляры с пенополистиролом (EPS), они дешевле, но хрупкие на излом и боятся влаги. Более серьёзные версии используют EPP (вспененный полипропилен). Вот это уже другой уровень. Материал не просто утепляет, он амортизирует, выдерживает многократные удары, и что критично — он гидрофобный. Влага не накапливается. Я вспоминаю один проект с перевозкой биообразцов: после трёх рейсов в контейнерах с EPS на стенках выступил конденсат, и пришлось срочно искать замену. Перешли на вариант с EPP от одного поставщика — проблема ушла.
Кстати, о поставщиках материалов. Когда ищешь надёжного партнёра для комплексных решений, важно смотреть на тех, кто контролирует всю цепочку. Например, ООО Нанкин То Форс Новые Материалы (их сайт — njglxcl.ru). Они не просто продают гранулы, а занимаются именно применением EPP, EPE и E-TPU в таких сценариях, как экологичная упаковка и облегчение веса. Для термоконтейнера это ключево: лёгкий, но прочный корпус напрямую влияет на полезную нагрузку и долговечность. Их подход, с интеграцией проектирования, производства и управления цепочками поставок, как раз говорит о понимании, что материал работает в системе, а не сам по себе.
Замки и уплотнители — отдельная боль. Казалось бы, мелочь. Но именно здесь чаще всего происходит разгерметизация. Дешёвые магнитные уплотнители со временем ?садятся?, особенно после мойки горячей водой. Хорошие контейнеры ТМ6, которые служат годами, используют уплотнители из термостойкого силикона и двухточечные механические защёлки с прокладкой. Проверял лично: разница в сохранении температуры в камере при -18°C после 48 часов между стандартным и усиленным уплотнением может достигать 3-4 градусов. Для фармацевтики или некоторых пищевых продуктов это — брак.
Полевые испытания: где теория сталкивается с реальностью
Один из самых показательных кейсов был с доставкой диагностических наборов. Требования: +2…+8°C, 72 часа автономности, внешние условия от +30°C. Взяли ТМ6 с сертифицированным хладоэлементом. По паспорту всё сходилось. Но в первом же рейсе датчик зафиксировал скачок до +10°C. Разбирались. Оказалось, контейнер грузили не в рефрижератор, а в обычный тентованный полуприцеп, и он стоял на солнце 4 часа перед отправкой. Паспортные данные, как выяснилось, считались для старта при +20°C в тени. Никто об этом не подумал.
Пришлось дорабатывать. Увеличили количество хладоэлементов не сверху, как обычно, а выложили их по боковым стенкам изнутри, создав как бы ?холодную рубашку?. И главное — написали для логистов чёткую инструкцию: ?перед погрузкой — только в охлаждаемом помещении?. Это тот момент, когда понимаешь, что термоконтейнер — это лишь часть системы, и если не управлять всей цепочкой, даже лучшая техника не сработает. После доработок автономность даже выросла на 10-12 часов.
Ещё один момент — маркировка и крепления. Видел, как из-за неудобных ручек или отсутствия штатных мест для ремней контейнеры падали с тележек. В хорошем ТМ6 корпус из EPP часто имеет литые усиленные пазы для строп или ремней, а углы защищены накладками из более твёрдого пластика. Это не для красоты, это для того, чтобы грузчик в спешке не пробил стенку погрузчиком. Мелочь, которая спасает от крупных убытков.
Экономика vs. Надёжность: вечный спор
Часто заказчик хочет сэкономить и покупает самый доступный вариант ТМ6. А потом считает потери от испорченного груза. Нужно считать не стоимость контейнера, а стоимость цикла его службы с учётом рисков. Дешёвый контейнер может не пережить 50 циклов, в то время как более дорогой, с корпусом из качественного EPP и продуманной фурнитурой, легко отработает 200-300. И его можно будет сертифицировать заново для работы с фармацевтикой, что само по себе — ценность.
Здесь снова вспоминается про комплексных поставщиков вроде ООО Нанкин То Форс Новые Материалы. Их философия, судя по описанию на njglxcl.ru, как раз про создание ценности через материалы и решения. Для термоконтейнера это означает, что они могут предложить не просто лист EPP, а рассчитать оптимальную плотность и структуру ячеек именно для вашего диапазона температур и механических нагрузок. Это уже не товар, а инжиниринг.
Личный опыт: пытались однажды сделать ?бюджетный? аналог ТМ6 для внутренних нужд, закупив отдельно корпуса и отдельно утеплитель. Сборка, подгонка, тесты — в итоге вышло всего на 15% дешевле, но потери на этапе тестовых перевозок (плюс время инженеров) съели всю экономию. Вывод: в современных реалиях выгоднее искать готовые, технологически выверенные решения или партнёров, которые могут их создать под задачу. Самодеятельность редко окупается.
Будущее: что ждёт термоконтейнеры класса ТМ6
Тренд — это умные контейнеры. Датчик температуры и влажности внутри это уже почти стандарт для серьёзных перевозок. Но следующее — это интеграция этих данных в единую платформу в реальном времени и, что важнее, активные системы стабилизации. Не просто хладоэлементы, а небольшие батарейные элементы Пельтье для точной коррекции температуры. Это уже не просто ящик, а самостоятельная климатическая установка. И здесь материалы корпуса, их способность к теплоизоляции и весу, будут критичны как никогда.
Второе — экология. Одноразовые решения, даже из пенопласта, всё больше под давлением. EPP здесь в выигрышном положении — его можно полностью переработать. Компании, которые, как ООО Нанкин То Форс Новые Материалы, фокусируются на экологичной упаковке, явно смотрят вперёд. Будет расти спрос на контейнеры, которые в конце жизненного цикла можно не выбросить на свалку, а сдать обратно производителю на переработку или получить новую жизнь в другом изделии. Для логистических компаний с большим парком это станет вопросом не только имиджа, но и экономики утилизации.
И последнее — адаптивность. Уже сейчас есть запросы на контейнеры, которые можно быстро перенастроить с режима +5°C на режим -15°C, просто сменив вкладыши-аккумуляторы и программный режим датчика. Термоконтейнер тм6 будущего, возможно, будет иметь модульную конструкцию, где слои изоляции можно варьировать. И здесь опять же ключевую роль сыграют поставщики продвинутых вспененных материалов, способных обеспечить гибкость проектирования без потери ключевых свойств.
Вместо заключения: субъективный чек-лист при выборе
Исходя из всего вышеперечисленного, когда сейчас смотрю на ТМ6 или его аналоги, в голове крутится простой список вопросов. Не для отчёта, а для себя: 1) Из чего именно сердцевина? Если продавец мямлит про ?высококачественный пенопласт? — это красный флаг. Нужно конкретное название материала, в идеале — EPP с указанной плотностью. 2) Кто производитель материала? Есть ли у него экспертиза в применении, как у тех же ребят из njglxcl.ru, или он просто перепродаёт? 3) Как реализованы уплотнения? Просить показать вживую, сгибать, проверять эластичность после охлаждения. 4) Есть ли усиленные точки крепления и защита углов? 5) И главное: какие реальные, а не паспортные, тестовые отчёты по автономности в условиях, приближённых к вашим? Лучше один раз увидеть график температуры из независимого теста, чем сто раз услышать про ?гарантию 96 часов?.
В общем, термоконтейнер тм6 — это история про детали. Можно купить коробку, а можно — надёжного партнёра для вашего груза на долгие годы. Разница в подходе, и она всегда видна в результате. И да, иногда стоит переплатить за материал и инжиниринг на старте, чтобы потом не считать убытки от одного неудачного рейса. Проверено не на одной партии образцов.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Зубчатый цилиндр для йоги
Зубчатый цилиндр для йоги -
 22L подарочный контейнер для свежих продуктов
22L подарочный контейнер для свежих продуктов -
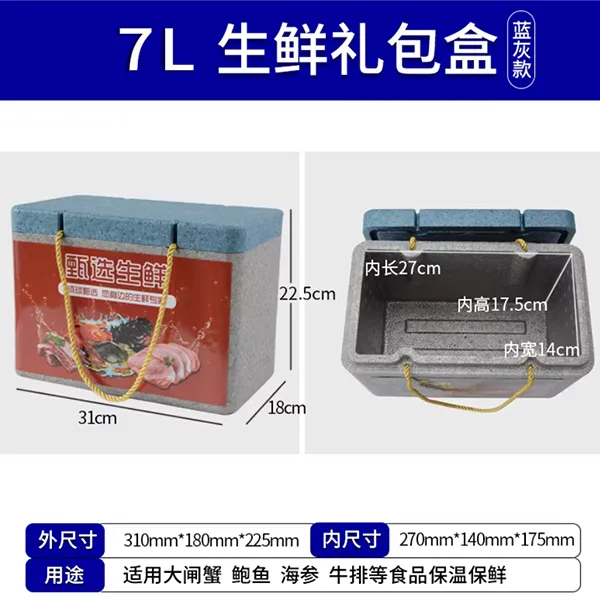 7L подарочный контейнер для свежих продуктов
7L подарочный контейнер для свежих продуктов -
 12L подарочный контейнер для свежих продуктов
12L подарочный контейнер для свежих продуктов -
 Метательный планер
Метательный планер -
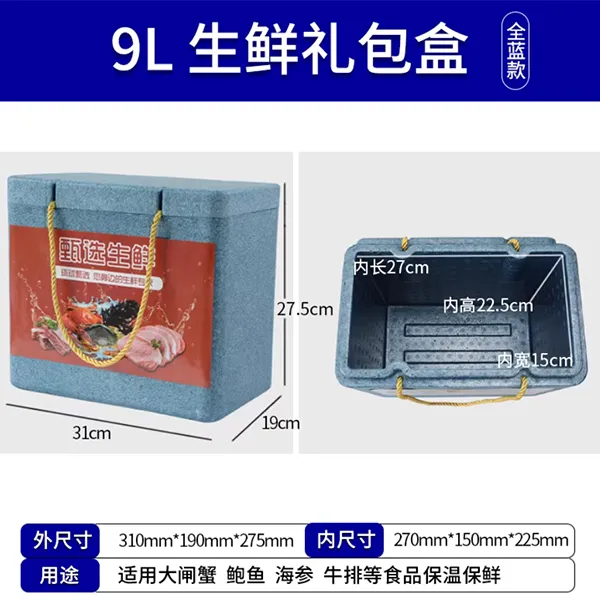 9L подарочный контейнер для свежих продуктов
9L подарочный контейнер для свежих продуктов -
 Кресло-мешок
Кресло-мешок -
 Полый цилиндр для йоги
Полый цилиндр для йоги -
 18L подарочный контейнер для свежих продуктов
18L подарочный контейнер для свежих продуктов -
 11L подарочный контейнер для свежих продуктов
11L подарочный контейнер для свежих продуктов -
 Сиденье
Сиденье -
 Ящик для спального места
Ящик для спального места









