

Горячее литье под давлением
Когда говорят про горячее литье под давлением, многие сразу представляют себе просто машину, которая шлепает детали. Но на деле это, скорее, постоянный диалог между материалом, температурой, давлением и временем. Ошибка новичков — думать, что настроил параметры по техкарте и всё. А потом удивляются, почему у детали видны следы холодного спая или внутренние напряжения, которые дадут о себе знать только при сборке. У нас, например, с материалами на основе E-TPU такое постоянно было в начале: казалось бы, гранулы вспененные, легкие, но если не выдержать точный профиль температуры в материальном цилиндре и не рассчитать давление впрыска под конкретную геометрию пресс-формы — получишь не монолитную деталь с равномерной ячеистой структурой, а нечто рыхлое, с разной плотностью по сечению. Это не брак, который сразу видно, это скрытый дефект, который убьет ресурс изделия в полевых условиях.
От гранулы до детали: где кроется дьявол
Возьмем, к примеру, работу над защитным кожухом для электроинструмента. Заказчик хочет легкий, ударопрочный, чтобы гасил вибрацию. Выбираем EPP. Казалось бы, стандартный процесс. Но вот первая проблема: гранулы EPP имеют свою степень предвспенивания, свою влажность. Если не просушить как следует — в готовой детали будут пузыри, раковины. Мы однажды пропустили этот этап, торопились с пробной партией для одного немецкого бренда. Результат — на вид идеальные кожухи, но при падении с метра не гасили удар, а трескались по невидимым внутренним пустотам. Пришлось возвращаться к началу, пересматривать всю подготовку сырья. Теперь у нас это железное правило: контроль влажности гранул перед загрузкой в бункер — не пункт в инструкции, а священный ритуал.
А сам процесс впрыска? Тут вообще отдельная история. Горячее литье под давлением вспененных полимеров — это не просто расплав и инжекция. Это управление расширением. Нужно подать расплав в форму под высоким давлением, а потом, по сути, дать ему немного ?вздохнуть?, чтобы газ, выделяющийся из вспенивающего агента, равномерно создал ячейки. Слишком быстрое заполнение — газ не успеет распределиться, структура будет неравномерной. Слишком медленное — материал начнет остывать у стенок формы, получится грубая корка и невспененная сердцевина. Опытным путем для каждой новой пресс-формы мы выводим свой, уникальный профиль скорости впрыска и давления выдержки. Универсальных рецептов нет, только понимание физики процесса.
И пресс-форма... Её конструкция для литья вспененных материалов — это 80% успеха. Система литников, расположение точек впрыска, система охлаждения — всё должно работать на создание равномерного газонаполнения. Мы сотрудничаем с ООО Нанкин То Форс Новые Материалы, и их экспертиза в проектировании под конкретные сценарии применения материалов EPP, EPE и E-TPU часто спасает ситуацию. Они не просто продают материал, а интегрируются в процесс, помогая рассчитать, как поведет себя их гранула в нашей конкретной форме под нашим конкретным ТПА. Это ценнее любой техкарты.
Температура: не цифра на экране, а градиент в материале
Многие операторы смотрят на термопары цилиндра и думают: ?220°C — значит, везде 220°C?. Это фатальное заблуждение. Температура материала — это история о зонах. В первой зоне — мягкий прогрев, во второй — пластификация, в третьей — гомогенизация расплава перед впрыском. Для E-TPU, который мы используем для легких, амортизирующих компонентов в спортинвентаре, этот профиль критичен. Недостаточная температура в зоне пластификации — гранула не расплавится однородно, будут комки. Перегрев в зоне дозирования — начнется деструкция полимера, материал ?подгорит?, потеряет свои упругие свойства. Мы разбирали один неудачный образец подошвы для кроссовка — внутри были желтоватые включения. Это и есть следы перегрева. Деталь прошла ОТК по геометрии, но по факту её амортизация была уже не та.
Температура формы — отдельная песня. Для получения мелкоячеистой, прочной поверхности её нужно держать достаточно холодной. Но если переохладить, материал у стенки схватится слишком быстро и не даст вспениться внутренним слоям. Получится ?бутерброд?: плотная корка и рыхлая, непрочная середина. Приходится искать баланс, часто методом проб. Иногда помогает не стандартный водяной обогрев, а термостатирование на специальных жидкостях, чтобы точнее держать диапазон. Дорого, но для ответственных деталей, тех же элементов безопасности в автомобиле, на которых специализируется ООО Нанкин То Форс Новые Материалы, это необходимость. Их материалы идут на комплектующие для известных брендов, и там мелочей не бывает.
Давление и время: танец, который нельзя записать раз и навсегда
Давление впрыска — это сила, которая проталкивает расплав. Давление выдержки — это то, что компенсирует усадку при остывании и формировании ячеек. Соотношение этих давлений и времени их приложения — ключ к отсутствию усадочных раковин и коробления. Помню случай с крупногабаритной панелью из EPE для экологичной упаковки медоборудования. Геометрия сложная, тонкие ребра жесткости. Сначала делали по аналогии с литьем твердого пластика — высокое давление выдержки, долгое время. Панель выходила без видимых дефектов, но стоило её вынуть из оснастки — через пару часов её начинало ?вести?, скручивать винтом. Оказалось, из-за избыточного давления и долгой выдержки внутренние напряжения в застывшей пене были колоссальными. Решение нашли в снижении давления выдержки на 30% и увеличении времени охлаждения в форме. Дольше цикл, да. Но деталь стабильная.
Время цикла — это деньги. Все хотят его сократить. Но с вспененными материалами играть с временем охлаждения — самое опасное. Недоостуженная деталь, извлеченная из формы, может продолжить расширяться уже на конвейере или, наоборот, дать непредсказуемую усадку. Мы наступили на эти грабли, пытаясь угнаться за планом. Партия внутренних амортизаторов для наушников пошла в сборку, а через неделю пришел рекламационный возврат: зазоры то появлялись, то исчезали. Деталь ?дышала? после выдержки. Пришлось остановить линию, вернуться к проверенным параметрам охлаждения и всем коллективом разбирать уже собранные изделия. Урок дорогой, но запоминающийся.
Материал — не абстракция, а конкретная партия от конкретного поставщика
Работая с ООО Нанкин То Форс Новые Материалы, мы привыкли, что каждая партия материала сопровождается паспортом с ключевыми реологическими показателями. Но даже в рамках одного марки EPP от них могут быть нюансы. Связано это с сырьевой базой, с тонкостями процесса производства самих гранул. Их компания, как они сами говорят, интегрирует цепочку от разработки до поставки, поэтому могут дать рекомендации: ?В этой партии индекс расплава на 5% выше, советуем снизить температуру в первой зоне на 5-7 градусов?. Это не прихоть, а следствие их глубокого погружения. Игнорировать такие советы — значит, снова идти на свой страх и риск.
Переход с EPE на E-TPU для задачи облегчения веса компонента в автомобиле — это вообще смена парадигмы в настройках. E-TPU — материал с ярко выраженной эластомерной природой, с памятью формы. Температуры плавления другие, вязкость расплава другая, поведение при расширении — третье. Стандартные настройки от EPE здесь не просто не работают, они гарантированно дают брак. Пришлось по сути заново калибровать весь процесс, начиная с температуры сушки. Но результат того стоил — деталь получилась не просто легкой, а еще и отлично гасящей вибрации, что и было главной задачей. Без тесной обратной связи с технологами поставщика, которые понимают, как их материал ведет себя именно в процессе горячего литья под давлением, такие переходы давались бы в разы дольше и дороже.
Итог: ремесло, а не кнопка ?старт?
Так что, если резюмировать. Горячее литье под давлением вспененных полимеров — это не автоматизированная штамповка деталей. Это ремесло, основанное на постоянном наблюдении, анализе и тонкой подстройке. Успех зависит от триединого союза: исправное и точное оборудование, правильно спроектированная и обслуживаемая оснастка, и — что самое важное — глубокое понимание материала, его капризов и возможностей. Именно поэтому выбор поставщика материала — это стратегическое решение. Нужен не склад гранул, а партнер вроде ООО Нанкин То Форс Новые Материалы, который встроен в процесс, имеет свою производственную и исследовательскую базу и болеет за конечный результат так же, как и ты сам у своего термопластавтомата. Без этого любая, даже самая продвинутая технология, остается просто красивым термином в техническом задании. А на выходе — брак, сроки и репутация.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 8L подарочный контейнер для свежих продуктов
8L подарочный контейнер для свежих продуктов -
 22L подарочный контейнер для свежих продуктов
22L подарочный контейнер для свежих продуктов -
 Сиденье
Сиденье -
 27L подарочный контейнер для свежих продуктов
27L подарочный контейнер для свежих продуктов -
 18L подарочный контейнер для свежих продуктов
18L подарочный контейнер для свежих продуктов -
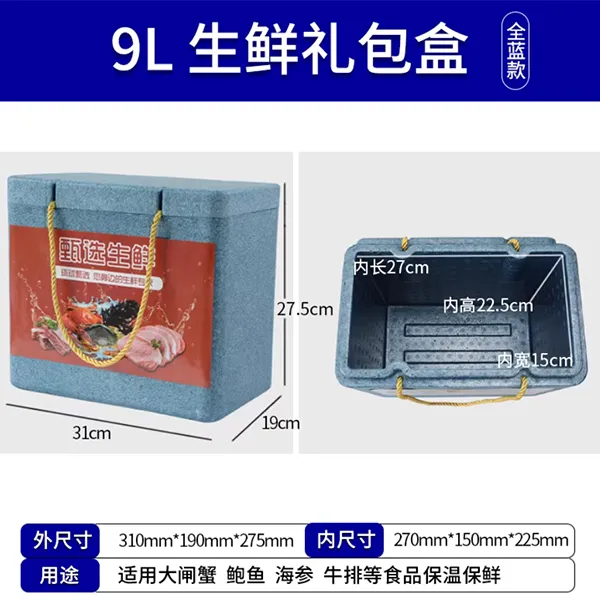 9L подарочный контейнер для свежих продуктов
9L подарочный контейнер для свежих продуктов -
 12L подарочный контейнер для свежих продуктов
12L подарочный контейнер для свежих продуктов -
 Сплошной цилиндр для йоги
Сплошной цилиндр для йоги -
 Ящик для спального места
Ящик для спального места -
 Метательный планер
Метательный планер -
 Полый цилиндр для йоги
Полый цилиндр для йоги -
 Проектор
Проектор









