

Термоконтейнер мини
Если вы думаете, что термоконтейнер мини — это просто уменьшенная версия большого, вы глубоко ошибаетесь. Это отдельный класс изделий со своей спецификой, где ошибки в выборе материала или конструкции дорого обходятся. Многие заказчики сначала просят ?сделайте как у всех?, а потом удивляются, почему их прототип не держит температуру или разваливается после третьей перевозки. Попробую разложить по полочкам, исходя из того, с чем приходилось сталкиваться на практике.
Где и зачем он нужен на самом деле
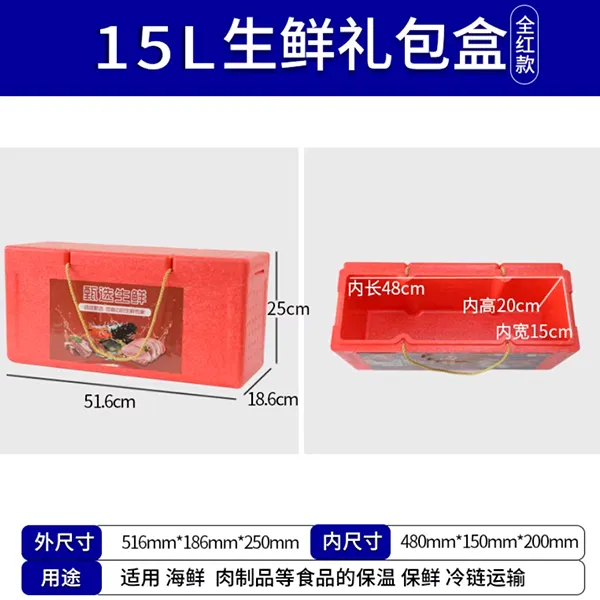
Основной спрос — это доставка небольших партий термочувствительных препаратов, биоматериалов, иногда даже дорогих реагентов для лабораторий. Объемы обычно от 2 до 15 литров. Ключевое здесь — не просто сохранить температуру, а сделать это в условиях городской логистики: курьер метро-пешком-машина, несколько точек за день, перепады внешней температуры. Большой контейнер в таких условиях — обуза, а маленькая сумка-холодильник не дает нужной стабильности. Вот тут и выходит на сцену термоконтейнер мини.
Одна из частых ошибок — пытаться сделать его просто из более тонкого пенопласта. Да, это снизит вес и габариты, но изоляционные свойства рухнут. Приходилось видеть образцы, где для экономии места стенку сделали тоньше 30 мм. В итоге при +25 на улице и аккумуляторе холода внутри, нужный диапазон +2…+8 держался меньше 4 часов. А ведь часто требуется 8-12. Так что первый вывод: миниатюризация не должна идти в ущерб физике процесса.
Интересный кейс был с одной фармкомпанией. Им нужно было перевозить образцы крови между клиниками в пределах одного района. Дистанции небольшие, но каждая минута на солнце или в душном автомобиле имела значение. Стандартные решения их не устраивали из-за громоздкости. Пришлось глубоко погружаться в подбор материала с оптимальным соотношением толщины и термосопротивления.
Материал: сердцевина вопроса
Здесь царит EPP (вспененный полипропилен). Почему не пенополистирол (EPS)? Он более хрупкий, крошится, да и с точки зрения ударопрочности для многократного использования не лучший вариант. EPP же — это упругость, способность восстанавливать форму после деформации, что для контейнера, который будут бросать в багажники, открывать-закрывать десятки раз, критически важно. И да, он подлежит переработке, что сейчас все чаще становится требованием заказчика.
Вот, к примеру, компания ООО Нанкин То Форс Новые Материалы как раз фокусируется на применении EPP и подобных материалов в таких сценариях, как экологичная упаковка и облегчение веса. Их подход к интеграции цепочки от проектирования до поставки — это как раз то, что нужно для сложных кастомных решений. Не просто продать лист пеноматериала, а понять задачу клиента и предложить инженерное решение. В нашем деле без такого партнера сложно.
Но и с EPP есть нюансы. Плотность. Для мини-контейнера, который должен быть легким, но прочным, идеальна плотность в районе 60-90 г/л. Меньше — становится слишком мягким, стенки могут прогибаться. Больше — теряется смысл в легкости, да и цена растет. Приходится искать баланс, и это всегда компромисс.
Конструктивные ловушки
Самая большая головная боль — крышка. Именно через нее уходит львиная доля тепла. Просто прижать плотно — недостаточно. Нужен качественный лабиринтный шип, обеспечивающий длинный извилистый путь для тепла. И этот шип должен быть цельным, выформованным вместе с корпусом, а не приклеенным отдельно. Видел образцы, где его клеили — после полугода использования клей от температурных перепадов терял эластичность, и герметичность нарушалась.
Ручки. Казалось бы, мелочь. Но если сделать их просто прорезями в EPP, они со временем начинают рваться под нагрузкой. Лучше вкладывать армированные пластиковые или текстильные петли на этапе формования. Да, это усложняет процесс и дороже, но для B2B-сегмента, где изделие рассчитано на сотни циклов, это окупается.
Еще один момент — внутреннее покрытие. Голый EPP сложно мыть, микрочастицы материала могут оставаться на упаковке препаратов. Хорошее решение — тонкая съемная вставка из легко моющегося пластика (например, полипропилена) или даже алюминиевая фольга, термоскрепленная с основой. Но это опять же добавляет стоимости и этапов производства.
Полевые испытания и неочевидные проблемы
Любой прототип нужно гонять в реальных условиях. Однажды мы сделали, как нам казалось, идеальный образец. Лабораторные тесты показывали 10 часов стабильного холода. Отдали на тест курьерской службе. Через неделю получили обратно с жалобой: конденсат. Оказалось, при частом открывании-закрывании в humid-среде, внутри крышки накапливалась влага, которая потом подмерзала, нарушая прилегание уплотнения. Пришлось добавлять в конструкцию крышки микроканалы для вентиляции и сорбент в специальный карман.
Другая история — маркировка. Надписи ?Хранить при +2…+8? стирались. Штамповка, лазерная гравировка на EPP — не всегда дают четкий, устойчивый результат. Нашли решение с инкрустированными пластиковыми бирками, которые вваривались в стенку на этапе формования. Опять же, к вопросу о комплексном подходе, как у ООО Нанкин То Форс Новые Материалы — когда производственная база позволяет реализовывать такие нестандартные идеи на этапе проектирования, это огромный плюс.
И конечно, тест на удар. Не по стандартам, а ?как есть?: уронили с высоты метра полтора на бетон, пнули, поставили на него тяжелый груз. EPP должен не просто не треснуть, а вернуть форму. Если после удара появилась вмятина — это плохо для изоляции. Значит, плотность или технология вспенивания были не те.
Экономика и перспективы
Стоимость конечного изделия часто упирается в объем заказа. Пресс-форма для литья под давлением EPP — дорогое удовольствие. Поэтому для мелких серий иногда рассматривают склейку из вырезанных заготовок. Но это слабое место с точки зрения герметичности и прочности. Идеально — когда заказ прогнозируемый и можно заложить производство на поток. Тогда и цена за единицу становится адекватной.
Сейчас тренд — умные контейнеры. Датчик температуры с Bluetooth, который передает данные в приложение. Для мини-формата это сложная задача: нужно встроить электронику так, чтобы не нарушить изоляцию, обеспечить питание. Но спрос растет, особенно в фармацевтике, где нужен proof of compliance при транспортировке. Думаю, в ближайшие пару лет это станет если не стандартом, то очень востребованной опцией.
В итоге, создание хорошего термоконтейнера мини — это не простая задача на уменьшение. Это поиск баланса между физикой, материаловедением, эргономикой и экономикой. Требует понимания реальных условий эксплуатации и готовности к итерациям. И здесь крайне важен партнер-производитель, который способен не только налить материал в форму, а провести весь цикл от инжиниринга до поставки, предлагая комплексные решения. Без этого можно долго и дорого наступать на одни и те же грабли.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Сиденье
Сиденье -
 8L подарочный контейнер для свежих продуктов
8L подарочный контейнер для свежих продуктов -
 Полый цилиндр для йоги
Полый цилиндр для йоги -
 18L подарочный контейнер для свежих продуктов
18L подарочный контейнер для свежих продуктов -
 27L подарочный контейнер для свежих продуктов
27L подарочный контейнер для свежих продуктов -
 12L подарочный контейнер для свежих продуктов
12L подарочный контейнер для свежих продуктов -
 Детские строительные блоки
Детские строительные блоки -
 Кресло-мешок
Кресло-мешок -
 11L подарочный контейнер для свежих продуктов
11L подарочный контейнер для свежих продуктов -
 Зубчатый цилиндр для йоги
Зубчатый цилиндр для йоги -
 22L подарочный контейнер для свежих продуктов
22L подарочный контейнер для свежих продуктов -
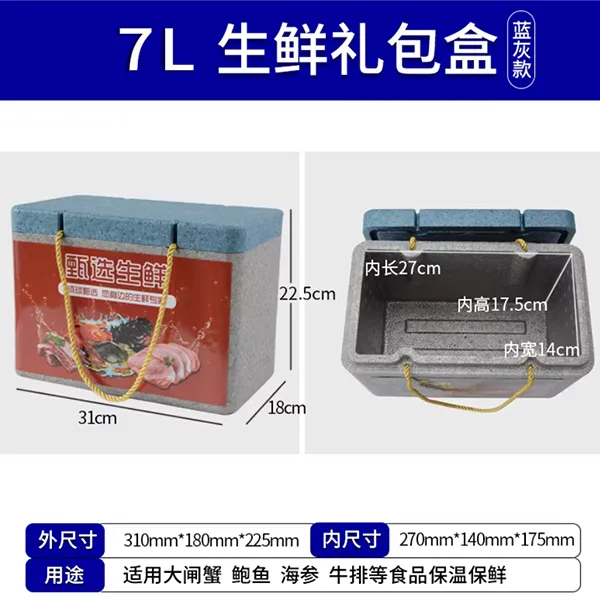 7L подарочный контейнер для свежих продуктов
7L подарочный контейнер для свежих продуктов









