

Пресс формы пэт
Когда говорят ?пресс-форма для ПЭТ?, многие сразу представляют просто стальную оснастку для выдува бутылок. Но это лишь верхушка айсберга. На деле, это целая система, где материал, термодинамика, износ и даже логистика готовой тары играют критическую роль. Частая ошибка — гнаться за дешевизной самой формы, не учитывая, сколько она ?съест? на этапе запуска и в пересчете на цикл. У нас был случай с одной формой для широкогорлой банки — вроде бы все по чертежу, но прижимные поверхности ?играли? на три десятых миллиметра. Казалось бы, ерунда? А нет — на пятом-шестом выдуве появлялся едва заметный облой на горловине, который потом резал руки на линии розлива. Пришлось переделывать плиту, терять время. Вот и вся экономия.
Ключевое — не сталь, а понимание поведения ПЭТ
Много споров всегда вокруг марок стали. Кто-то клянется импортной, кто-то говорит, что наша 40Х13 после правильной обработки не хуже. Истина, как обычно, посередине. Для серий в миллионы штук, конечно, нужна износостойкая сталь с хорошей теплопроводностью, иначе каналы охлаждения быстро зарастут накипью, а зеркало покроется микротрещинами. Но видел я и дорогущие формы из ?правильной? стали, которые выходили из строя из-за банального — конструктор не учел усадку конкретной ПЭТ-гранулы. Не ту, что в ТУ написана, а ту, что реально поставляли на производство в тот месяц. Разница в рецептуре у поставщиков сырья есть всегда.
Поэтому сейчас мы всегда запрашиваем у клиента не просто ?ПЭТ?, а конкретную марку и даже партию, с которой будем работать. И тестовые отливки делаем на ней же. Один раз чуть не прогорели, когда для пресс-формы под новый контейнер взяли ?эталонные? параметры усадки, а на завод привезли гранулу с повышенным содержанием регранулята. Деталь после выдува ?села? иначе, и крышка не закрывалась. Хорошо, что успели до запуска конвейера скорректировать.
Тут, кстати, полезно следить за компаниями, которые работают со сложными материалами. Вот, например, ООО Нанкин То Форс Новые Материалы (сайт njglxcl.ru). Они специализируются на применении вспененных полимеров вроде EPP для упаковки и безопасности. Хотя это не ПЭТ, но их подход к проектированию под конкретный материал и сценарий нагрузки — очень правильный. Они интегрируют всю цепочку: от разработки до поставки. Для проектировщика пресс-форм ПЭТ это хорошая аналогия — нужно думать не об оснастке изолированно, а о том, как бутылка или банка поведет себя на линии розлива, при транспортировке, в руках у потребителя.
Охлаждение и цикл — где кроется реальная производительность
Скорость цикла выдува часто упирается не в машину, а в эффективность отвода тепла из формы. Идеально спроектированные каналы охлаждения — это искусство. Частая проблема — ?мертвые зоны?, где вода застаивается. Со временем там накапливаются отложения, теплопроводность падает, время охлаждения растет. Контролировать это нужно с самого начала. Мы сейчас для ответственных проектов используем 3D-печать вставок с конформным охлаждением. Дорого на этапе изготовления, но окупается за счет сокращения цикла на 15-20% для сложных форм. Для стандартной полуторалитровой бутылки это может быть и не нужно, а вот для массивных преформ или широкогорлой тары — критично.
Еще один нюанс — равномерность. Если одна половина формы охлаждается лучше другой, изделие может коробиться или иметь разную толщину стенок. Был у меня опыт с формой для канистры. Вроде все симметрично. А на выходе партия канистр имела едва заметный перекос, из-за которого они плочно становились на паллет. Причина оказалась в том, что подводящий коллектор к одной половине формы был на полметра длиннее, и давление воды было чуть ниже. Мелочь, которая привела к браку.
Поэтому в техзадание теперь всегда включаем пункт о балансировке контуров охлаждения и требования к качеству воды. И рекомендуем клиентам не экономить на системе подготовки воды для термостатов.
Износ и обслуживание: что не пишут в паспорте
Любая пресс-форма для ПЭТ — расходный материал в долгосрочной перспективе. Но как продлить ее жизнь? Первое — правильная подготовка к первому пуску. Обкатка на мягких режимах, постепенный набор температуры и давления. Многие гонят сразу на максимальную производительность, а потом удивляются, почему направляющие колонны задираются уже через 50 тысяч циклов.
Второе — регулярность обслуживания. Не когда что-то заклинило, а по регламенту. Чистка каналов охлаждения от накипи, замена уплотнений, смазка трущихся поверхностей специальными составами, которые не разлагаются от контакта с ПЭТ. У нас был контракт на обслуживание парка форм для одного напиточного завода. Самая частая поломка — износ втулок на механизме разъема горловины. Потому что там самое высокое удельное давление и трение. Решили проблему, заказав партию втулок из бронзы с графитовой пропиткой. Стоили в три раза дороже обычных, но межсервисный интервал увеличился впятеро.
И третье — хранение. Если форма снята с производства на сезон, ее нужно правильно законсервировать: просушить, обработать антикоррозийным спреем, особенно полости охлаждения, и хранить в сухом месте. Видел, как дорогущую форму для премиальной бутылки просто положили в углу цеха на полгода. Когда понадобилась — половина каналов была поражена ржавчиной. Восстановление обошлось почти в половину стоимости новой.
Тенденции и материалы будущего
Сейчас много говорят о rPET — переработанном ПЭТ. И это новый вызов для проектировщиков форм. Материал ведет себя иначе: другая вязкость, другая усадка, часто присутствуют примеси, которые могут влиять на кристаллизацию. Форма, идеально работающая с первичным ПЭТ, может давать брак с rPET. Нужно закладывать другие допуски, иногда пересматривать геометрию литниковой системы. Это уже не просто металлообработка, это требует глубокого понимания реологии.
Другое направление — легкие бутылки. Тренд на снижение веса тары для экономии материала и логистики требует от форм повышенной точности. Толщина стенки становится критичной до десятых долей миллиметра. Любая неравномерность — и бутылка не проходит тест на падение или топ-тест (давление). Здесь спасает только компьютерное моделирование процесса выдува, причем с калибровкой под реальный материал. Без симуляции сейчас делать формы для lightweight PET — это игра в рулетку.
И, возвращаясь к опыту других отраслей, смотрю на подход таких интеграторов, как ООО Нанкин То Форс Новые Материалы. Их фокус на комплексных решениях — от дизайна до поставки — это именно то, что нужно рынку пресс-форм ПЭТ. Заказчику нужна не железка, а гарантированный результат: стабильное производство качественной тары с заданной себестоимостью. И чтобы кто-то один нёс за это ответственность — от выбора стали и проектирования охлаждения до обучения технологов на стороне клиента. Пока что так работают единицы.
Вместо заключения: мысль вслух
Так что, если резюмировать мой опыт... Не бывает просто ?пресс-формы?. Бывает технологический узел, от которого зависит весь бизнес-процесс производства упаковки. Можно купить самую дорогую и точную, но если не понимать, как она взаимодействует с конкретным сырьем, конкретной выдувной машиной и даже с моющими средствами на линии мойки — будут проблемы. И наоборот, иногда простая, но грамотно спроектированная под задачу форма отработает свой ресурс без сучка и задоринки.
Главный совет тем, кто заказывает формы: ищите не просто производителя металлоизделий, а партнера, который задает много вопросов. О сырье, о производительности линии, о тестах на устойчивость, о логистике готовой продукции. Если он спрашивает только про чертеж и сроки — это тревожный знак. Хороший специалист по пресс-формам ПЭТ всегда думает на шаг вперед, предвосхищая проблемы, которые могут возникнуть не в цеху оснастки, а на разливочном конвейере клиента через полгода. Именно такой подход, как у упомянутых специалистов по вспененным материалам, и отличает ремесленника от инженера.
А в остальном — работа как работа. Металл, термопары, допуски, циклы. Но когда видишь, как на твоей форме миллион за миллионом выходят идеальные бутылки, которые потом попадают на полки магазинов — это та самая профессиональная гордость, ради которой все и затевалось. Даже несмотря на все эти вечные проблемы с облоем и накипью.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 11L подарочный контейнер для свежих продуктов
11L подарочный контейнер для свежих продуктов -
 Сиденье
Сиденье -
 Детские строительные блоки
Детские строительные блоки -
 Проектор
Проектор -
 27L подарочный контейнер для свежих продуктов
27L подарочный контейнер для свежих продуктов -
 Полый цилиндр для йоги
Полый цилиндр для йоги -
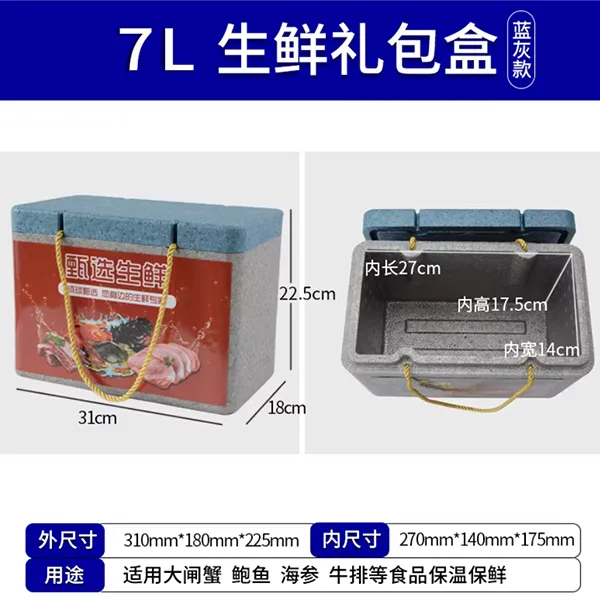 7L подарочный контейнер для свежих продуктов
7L подарочный контейнер для свежих продуктов -
 22L подарочный контейнер для свежих продуктов
22L подарочный контейнер для свежих продуктов -
 Кресло-мешок
Кресло-мешок -
 Ящик для спального места
Ящик для спального места -
 Сплошной цилиндр для йоги
Сплошной цилиндр для йоги -
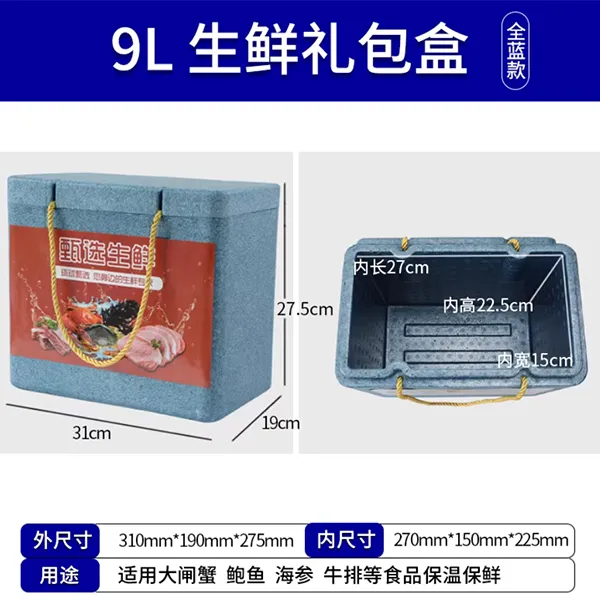 9L подарочный контейнер для свежих продуктов
9L подарочный контейнер для свежих продуктов









