

Литьё под давлением
Когда говорят про литьё под давлением, многие сразу представляют огромный пресс и готовую деталь. Но на деле, ключевое часто не в давлении, а в том, что происходит с материалом до того, как он попадёт в форму. Особенно когда работаешь с современными полимерами, вроде тех, что использует ООО Нанкин То Форс Новые Материалы — EPP, ETPU. Тут классическое представление о процессе часто даёт сбой.
Материал — это половина успеха, а иногда и вся проблема
Взять, к примеру, EPP (вспененный полипропилен). Казалось бы, гранулы как гранулы. Но если не выдержать правильный цикл предварительного вспенивания и кондиционирования, в форме получишь не деталь, а брак. Давление-то подашь, а материал не заполнит тонкостенные участки или, наоборот, создаст избыточное внутреннее напряжение. У нас был случай с защитным кожухом для электроинструмента — внешне деталь идеальна, а на ударных тестах трескалась по неочевидным линиям. Оказалось, влажность гранул перед загрузкой в бункер была выше нормы всего на пару процентов.
Именно поэтому сайт ООО Нанкин То Форс Новые Материалы делает акцент не просто на производстве, а на цепочке от разработки. Потому что без понимания поведения материала на всех этапах — от проектирования пресс-формы до выдержки готового изделия — само по себе литьё под давлением становится дорогой лотереей. Можно иметь самый современный термопластавтомат, но лить брак.
С E-TPU история ещё тоньше. Материал после вспенивания обладает памятью формы, и тут параметры литья — температура расплава, скорость инжекции, время выдержки под давлением — должны быть подобраны с ювелирной точностью. Малейший перегрев — и упругие свойства, ради которых всё и затевалось, улетучиваются. Приходится не столько ?давить?, сколько ?уговаривать? материал принять нужную конфигурацию.
Пресс-форма: где кроются неочевидные затраты
Говорят, форма — это оснастка, инструмент. На практике — это отдельный организм, живущий по своим законам. Особенно при литье вспененных полимеров. Стандартные системы литников часто не подходят — нужны специальные решения для равномерного распределения вспененной массы, иначе плотность изделия будет разной в разных точках. Мы однажды переделывали форму трижды для, казалось бы, простой прокладки EPE. Проблема была в застойных зонах, где материал не вспенивался, а спекался.
Охлаждение — отдельная песня. Из-за низкой теплопроводности вспененных материалов время цикла может неоправданно затягиваться. Иногда эффективнее не охлаждать водой интенсивнее, а пересмотреть конструкцию формы, добавив медные вставки в критические зоны или оптимизировав систему каналов. Это не теория, а дорогостоящий опыт, полученный при отработке технологии для деталей автомобильного интерьера.
И да, износ. Казалось бы, полимеры не абразивны. Но частицы вспенивающего агента и постоянные циклы расширения-сжатия материала в полости формы постепенно, но верно меняют её геометрию. Особенно в углах и на тонких рёбрах. Поэтому мониторинг состояния пресс-формы — не формальность, а необходимость. Иначе через полгода серийного производства начнёшь получать отклонения по толщине стенки, которые сведут на нет все преимущества литья под давлением в плане точности.
Управление процессом: цифры на экране и реальность в цеху
Современные машины дают кучу данных: давление в полости, температура по зонам, скорость впрыска. Искушение — довериться автоматике и графикам на панели. Но это ловушка. Датчик давления может показывать идеальную кривую, а в форме в это время материал уже начинает ?гореть? из-за локального перегрева, который этот датчик не видит. Особенно критично для задач, которые решает компания, — экологичная упаковка или безопасные детали. Там важен не средний показатель, а гарантированный минимум прочности в любой точке изделия.
Поэтому лучший инструмент контроля — это всё ещё глаза и руки опытного оператора. Он по звуку работы гидравлики, по виду выходящей из сопла нити расплава, по тому, как деталь отделяется от плиты, может оценить стабильность процесса лучше, чем большинство датчиков. Автоматизация незаменима для повторяемости, но первоначальную настройку и периодическую ?калибровку взгляда? она не заменит.
Вспоминается проект по компоненту для спортивного инвентаря из EPP. Автоматика выдавала стабильные параметры, но у каждой пятой детали был едва заметный намёк на волнистость поверхности. Оказалось, проблема в небольшом, но постоянном подтекании клапана сопла в фазе выдержки давления. На графиках это почти не отражалось, но на качестве — да. Пришлось ввести дополнительную ручную проверку первых выстрелов после переналадки.
Интеграция в цепочку: почему без этого не обойтись
Здесь я полностью согласен с подходом ООО Нанкин То Форс Новые Материалы. Литьё под давлением — не изолированная операция, а звено в цепи. Деталь спроектировали? Отлично. Но как она будет вести себя в сборе? Для упаковки хрупкой электроники из EPE это вопрос амортизации при падении. Для облегчённого компонента из EPP в автомобиле — вопрос вибронагрузок и термических циклов.
Бывало, что идеально отлитая деталь не проходила финальные испытания у заказчика из-за того, что способ её крепления в узле создавал непредусмотренные напряжения. Приходилось возвращаться к чертежу формы, вносить изменения в рёбра жёсткости или точки крепления. Это и есть та самая интеграция цепочки создания стоимости: без обратной связи от этапа применения все усилия по отладке самого процесса литья могут быть бесполезны.
Особенно это касается экологичных решений. Можно отлить биоразлагаемую упаковку, но если технологический процесс (температуры, использование смазок) не позволяет материалу впоследствии корректно утилизироваться, вся ?зелёность? сводится к маркетингу. Поэтому важно думать на шаг вперёд самого цикла литья под давлением.
Вместо заключения: мысль вслух о будущем процесса
Куда движется технология? Не в сторону бесконечного роста давления или тоннажа машин. На мой взгляд, ключ — в гибридизации. Уже сейчас просматривается тренд на комбинацию разных материалов в одном цикле литья (со-инжекция, литьё с перекрытием), что позволяет создавать изделия с зонами разной жёсткости, плотности, цвета. Для сфер, где работает компания — безопасность деталей, облегчение веса — это прямой путь к более эффективным и компактным решениям.
Другой вектор — умная адаптация. Машина, которая не просто поддерживает заданные параметры, а в реальном времени подстраивает их под микропартии материала с чуть разными свойствами или под износ формы. Чтобы снизить зависимость от ?человеческого фактора? в рутинных операциях, но оставить его для решения нестандартных задач.
В конечном счёте, литьё под давлением останется фундаментальным методом. Но его мастерство будет заключаться не в умении выставить параметры по мануалу, а в глубоком понимании взаимосвязей: материал — форма — процесс — конечное применение. Именно на этом стыке и рождаются те самые комплексные решения, которые сегодня востребованы рынком. И именно здесь опыт, подобный опыту команды, работающей с EPP и E-TPU, становится критически важным активом, а не просто приложением к оборудованию.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Полый цилиндр для йоги
Полый цилиндр для йоги -
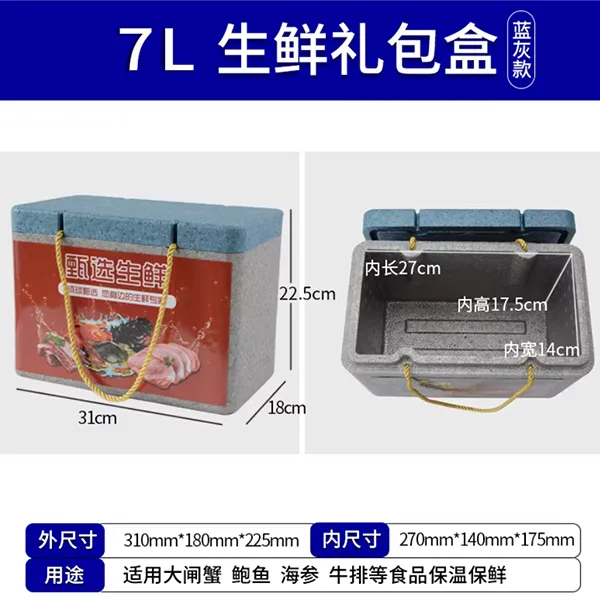 7L подарочный контейнер для свежих продуктов
7L подарочный контейнер для свежих продуктов -
 Детские строительные блоки
Детские строительные блоки -
 23L подарочный контейнер для свежих продуктов
23L подарочный контейнер для свежих продуктов -
 Сиденье
Сиденье -
 18L подарочный контейнер для свежих продуктов
18L подарочный контейнер для свежих продуктов -
 12L подарочный контейнер для свежих продуктов
12L подарочный контейнер для свежих продуктов -
 Метательный планер
Метательный планер -
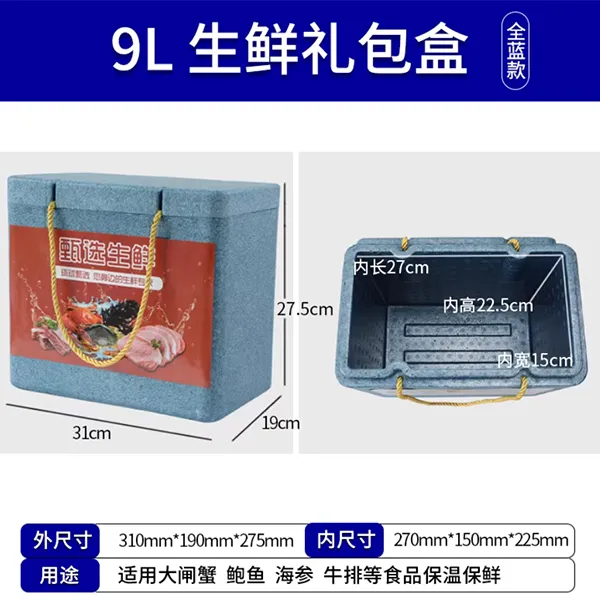 9L подарочный контейнер для свежих продуктов
9L подарочный контейнер для свежих продуктов -
 Сплошной цилиндр для йоги
Сплошной цилиндр для йоги -
 Кресло-мешок
Кресло-мешок -
 8L подарочный контейнер для свежих продуктов
8L подарочный контейнер для свежих продуктов









