

Литье пнд под давлением
Когда говорят про литье пнд под давлением, многие представляют себе что-то простое: взял гранулы, загрузил в машину, нажал кнопку — и готово. Но на практике это редко так работает. Сам по себе полиэтилен низкого давления — материал капризный, особенно когда речь заходит о стабильности геометрии отливки или о внутренних напряжениях. Я много раз видел, как люди, особенно те, кто перешел с литья ПП или АБС, недооценивают специфику ПНД. Основная ошибка — думать, что раз материал дешевый и распространенный, то и процесс его переработки — элементарный. А потом удивляются, почему изделие ?повело? после выдержки или почему на видной поверхности появились серебристые полосы.
Где кроется сложность процесса
Если разбирать по косточкам, то ключевой момент в литье пнд под давлением — это температурный режим и давление выдержки. У ПНД довольно узкий интервал между температурой начала плавления и началом деструкции. Перегрел всего на 10-15 градусов — и пошел запах парафина, материал начинает ?гореть?, что сразу сказывается на механических свойствах. Особенно это критично для тонкостенных изделий, где нужна высокая скорость впрыска.
Другой нюанс — усадка. Она у ПНД значительная и, что важно, неравномерная. Если не правильно рассчитать фазу подпитки и давление на выдержке, изделие гарантированно получится с впадинами у точек впрыска или, наоборот, с облоем. Я помню один случай с крышкой для бытового фильтра: клиент требовал идеальную плоскость, а у нас стабильно получалась ?лодочка?. Оказалось, дело было не только в режимах литья, но и в конструкции самой пресс-формы — точки впрыска были расположены не оптимально для такого материала. Пришлось переделывать.
И третье — это охлаждение. ПНД отдает тепло медленнее, чем, скажем, полипропилен. Значит, и цикл охлаждения нужно выдерживать дольше, иначе изделие, извлеченное из формы, может деформироваться под собственным весом. Здесь часто экономят, сокращая время цикла, а потом несут убытки на браке. Надо считать не стоимость одного цикла, а стоимость качественного изделия.
Практические наблюдения и частые ошибки
В моей практике часто всплывала проблема с внешним видом. ПНД, особенно вторичный или с определенными добавками, склонен к образованию т.н. ?струйности? или ?мраморности? на поверхности. Это не всегда брак, иногда это особенность материала, но клиенты-то хотят однородный цвет. Боролись с этим долго: и через температуру цилиндра, и через скорость впрыска. Выяснилось, что часто помогает не повышение, а, как ни странно, снижение температуры мундштука и увеличение давления в первой фазе впрыска. Но универсального рецепта нет — каждый раз приходится подбирать заново, особенно при смене партии сырья.
Еще один момент — совместимость с другими материалами. Была задача сделать рукоятку, где в ПНД-основу нужно было запрессовать металлическую втулку. Казалось бы, что сложного? Но из-за довольно высокого коэффициента линейного расширения ПНД после остывания соединение получалось не плотным, втулка болталась. Решили проблему за счет подогрева металлической вставки перед запрессовкой и корректировки температуры формы. Это добавило шаг в процесс, но дало нужный результат.
Часто спрашивают про применение литья пнд для ответственных деталей. Сам по себе ПНД — не самый прочный материал, но его модификации, например, сшитый полиэтилен, открывают другие возможности. Но это уже другая история, с другими параметрами переработки и, что важно, с другим оборудованием. Не на каждой машине такое сделаешь.
Связь с инновациями и смежными технологиями
Работая с материалами, всегда смотришь по сторонам, что нового появляется. Вот, например, коллеги из ООО Нанкин То Форс Новые Материалы (их сайт — njglxcl.ru) активно продвигают решения на основе вспененных полимеров, таких как EPP и EPE. Их сфера — экологичная упаковка, безопасные детали, облегчение веса. И я часто думаю, а почему бы не посмотреть в сторону комбинированных решений? Например, каркас из литого под давлением ПНД с вставками из вспененного EPE для демпфирования. Технологически это сложно, но потенциально очень интересно для той же упаковки хрупкой электроники или для элементов интерьера автомобиля, где нужна и жесткость, и поглощение вибраций.
Их подход, как я понял из описания ООО Нанкин То Форс Новые Материалы, — это комплекс: от проектирования и разработки до управления цепочками поставок. Это правильный путь. Потому что когда ты занимаешься только литьем, ты заложник готовых ТЗ. А когда есть компетенции в проектировании и материаловедении, можно предложить клиенту то, о чем он сам не думал — например, заменить сборную конструкцию из нескольких деталей на одну, полученную литьем пнд под давлением, но с измененной геометрией и усиленными ребрами жесткости. Это и есть добавленная стоимость.
Возвращаясь к вспененным материалам. Принцип их переработки отличается от классического литья, но сама логика — глубокое понимание поведения материала в форме — общая. Опыт, наработанный на ПНД, в части управления температурными полями и давлениями, бесценен при переходе на более сложные материалы. Это как школа.
Экономика процесса: что считать кроме гранул
Когда оцениваешь рентабельность производства методом литья пнд под давлением, нельзя смотреть только на цену килограмма сырья. Да, ПНД часто дешевле многих инженерных пластиков. Но вот стоимость оснастки может быть выше. Из-за высокой усадки и склонности к образованию внутренних напряжений, пресс-форма для ПНД часто требует более сложной системы охлаждения (точнее, термостатирования) и более качественной обработки поверхности рабочих полостей. Иначе будут проблемы с выемкой изделия и его внешним видом.
Энергозатраты — отдельная статья. Длительный цикл охлаждения, о котором я говорил, означает, что машина дольше занята под одним изделием. Это снижает общую производительность линии. Иногда выгоднее сделать стенку чуть тоньше (если позволяет прочность), но сократить время цикла, чем гнаться за абсолютной экономией на материале.
И, конечно, брак. Процент брака при литье ПНД, особенно сложных изделий, изначально может быть выше, чем при работе с более текучими и предсказуемыми материалами. Это нужно закладывать в расчеты. Лучше сразу спроектировать процесс с запасом, предусмотреть дополнительные точки контроля, чем потом разбираться с рекламациями. Опыт учит, что скупой платит дважды, особенно в литье под давлением.
Взгляд в будущее и итоговые соображения
Куда движется литье пнд под давлением? Думаю, основная тенденция — это не отказ от материала, а его модификация и более точное управление процессом. Появление гибридных материалов (ПНД с добавками волокон, микросфер, других полимеров) требует от технолога еще более глубокого понимания реологии. Становится важным не просто выставить параметры на панели, а предсказать, как поведет себя расплав в форме.
Второе — это интеграция. Как показывают примеры компаний вроде ООО Нанкин То Форс Новые Материалы, будущее за теми, кто может закрыть полный цикл: от идеи и выбора материала до готового решения. Литье — это лишь один из этапов. Возможно, для некоторых изделий будет целесообразно комбинировать литье ПНД с другими технологиями, теми же вспененными вставками или последующей термообработкой.
В итоге, хочу сказать, что литье пнд под давлением — это далеко не базовая операция. Это процесс, требующий опыта, чутья и готовности экспериментировать. Материал распространенный, но не простой. Самые успешные проекты, которые я видел, были построены на тесном диалоге между технологом-литейщиком, конструктором пресс-формы и специалистом по материалам. Когда этот треугольник работает, получаются отличные изделия — надежные, качественные и экономичные. А когда каждый тянет одеяло на себя, начинаются проблемы, которые потом очень дорого исправлять. Главный вывод, который я для себя сделал: с ПНД нельзя работать по шаблону. К каждому новому изделию, к каждой новой пресс-форме, а часто и к каждой новой партии сырья нужно подходить как к уникальной задаче. И тогда все получится.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 14L подарочный контейнер для свежих продуктов
14L подарочный контейнер для свежих продуктов -
 Детские строительные блоки
Детские строительные блоки -
 Кресло-мешок
Кресло-мешок -
 Сплошной цилиндр для йоги
Сплошной цилиндр для йоги -
 11L подарочный контейнер для свежих продуктов
11L подарочный контейнер для свежих продуктов -
 18L подарочный контейнер для свежих продуктов
18L подарочный контейнер для свежих продуктов -
 Проектор
Проектор -
 Ящик для спального места
Ящик для спального места -
 Метательный планер
Метательный планер -
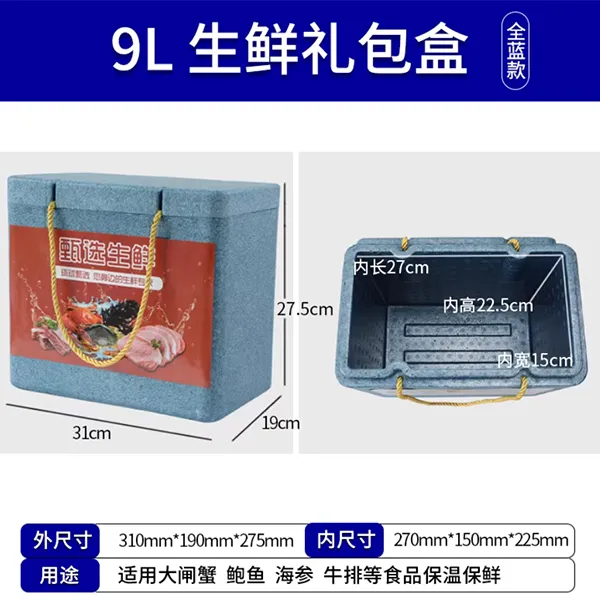 9L подарочный контейнер для свежих продуктов
9L подарочный контейнер для свежих продуктов -
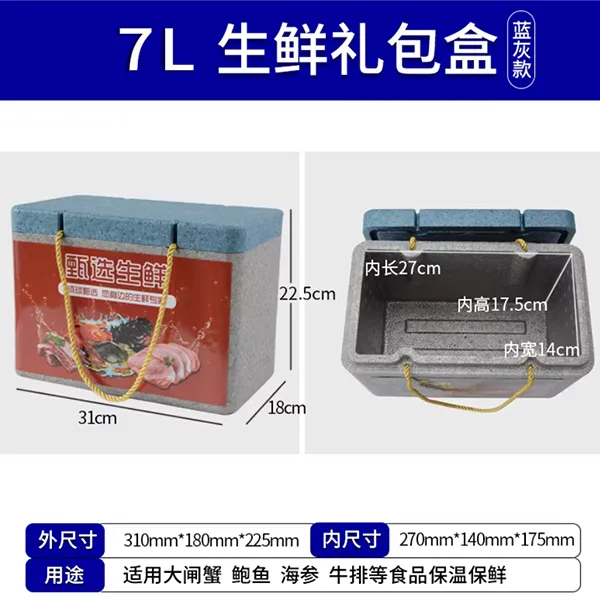 7L подарочный контейнер для свежих продуктов
7L подарочный контейнер для свежих продуктов -
 Полый цилиндр для йоги
Полый цилиндр для йоги









