

Литье абс под давлением
Когда слышишь ?литье абс под давлением?, многие представляют себе что-то простое: загрузил гранулы, закрыл форму, нажал кнопку — и готово. На деле же это постоянный баланс между давлением, температурой, временем выдержки и даже влажностью материала на складе. Сам АБС — материал капризный, любит подтекать по линии смыка, если перегреть, а при недогреве дает несплав. И это только начало.
Где тонко, там и ломается: ключевые параметры процесса
Основная ошибка новичков — фокусировка только на температуре расплава. Да, это критично, но не менее важен градиент нагрева цилиндра. Если резко поднять температуру с зоны загрузки до зоны дозирования, можно получить дегазацию и визуальные артефакты на поверхности изделия, особенно на крупных деталях. Приходилось сталкиваться с заказом на корпуса для приборов — клиент жаловался на серебристые полосы. Оказалось, проблема не в форме, а в том, что термопары в одной из зон давали погрешность, и материал по факту перегревался локально.
Давление. Тут два этапа: инжекционное и давление подпитки. С первым вроде все понятно — нужно заполнить форму. А вот со вторым часто экономят, снижая время и давление, чтобы сократить цикл. Результат — впадины на толстостенных участках или, что хуже, внутренние напряжения, которые проявятся уже у сборщика, когда деталь треснет от вибрации. Для ответственных узлов, например, креплений в автомобильных системах, это недопустимо. Некоторые наши клиенты из автопрома специально прописывают в ТУ режим медленного охлаждения в форме, что удлиняет цикл, но гарантирует стабильность.
Скорость впрыска — параметр, который часто настраивают ?на глазок?. Но для АБС с его склонностью к ориентации макромолекул это фатально. Высокая скорость дает красивый глянец, но может привести к повышенной усадке вдоль потока и даже к выгоранию материала в литниковой системе. Низкая — к холодным спаям. Особенно это видно на сложных решетках или вокруг выступающих элементов формы. Приходится искать компромисс, иногда делая несколько пробных впрысков, меняя скорость по секциям.
Материал — это не только марка
Работая с АБС, быстро понимаешь, что ?АБС? — это очень широкое понятие. Есть высокоударные марки, есть теплостойкие, есть специальные для гальваники. И каждый ведет себя в машине по-своему. Однажды был случай: закупили партию материала под маркой, идентичной предыдущей, от того же производителя. А отливки пошли с разводом. Оказалось, поставщик сменил тип стабилизатора, и температурный режим стал другим. Теперь всегда требуем паспорт на конкретную партию и делаем тестовую отливку.
Влажность — бич АБС. Материал гигроскопичен. Если не сушить, даже по норме (часа 4 при 80-85°C), на готовом изделии будут пузырьки или матовая поверхность. Но и пересушить можно — тогда падают ударные характеристики. У нас на производстве стоит правило: вскрытый мешок идет в сушильный бункер сразу, без длительного простоя на цеху. Это простое правило спасло от брака не одну партию.
Интересный момент — использование вторичного материала. Технически, до 20-30% дробленки в первичном сырье часто допустимо. Но здесь нужно смотреть на конечные свойства. Для внутренних, неответственных деталей — возможно. Для наружных, несущих нагрузку или подверженных УФ-излучению — крайне рискованно. Прочность и цветостойкость падают. Мы обычно идем по пути разделения: свой собственный технологический брак дробим и используем для черновых изделий или тестовых отливок для настройки новой оснастки.
Оснастка: форма решает все
Качество литья абс под давлением на 50% зависит от формы. Недооценка литниковой системы — частая ошибка. Точечный литник оставит след и создаст высокие напряжения в точке впуска. Разводящий литник (тангенциальный) лучше распределяет поток, но сложнее в изготовлении и отделении. Для крупных серий сейчас часто делают горячеканальные системы, но их обслуживание — отдельная история. Если температура в горячем канале ?поплывет?, брак гарантирован.
Система охлаждения. Идеально спроектированные каналы охлаждения — редкость. Часто в углах или глубоких полостях формы возникают ?горячие точки?, где материал остывает медленнее. Это приводит к короблению или разной усадке. Приходится помогать себе настройкой ТПА: увеличивать время выдержки под давлением, но это бьет по производительности. Лучшее решение — еще на этапе проектирования формы промоделировать тепловые потоки, но не все заказчики готовы за это платить.
Вентиляция. АБС при плавлении не так сильно газируется, как, скажем, полиамид, но воздух из полости формы нужно удалять. Если не будет хорошей вентиляции по разъему и в глухих зонах, получим прижоги (дизель-эффект) или недоливы. Особенно актуально для форм с текстурированной поверхностью — воздуху сложнее выйти. Проверенный способ — сделать пробную отливку и посмотреть, где появляются проблемы, затем дорабатывать форму, фрезеруя дополнительные вентиляционные каналы.
С чем сталкиваешься на практике: неочевидные проблемы
Сезонность. Казалось бы, какое отношение имеет литье к времени года? Оказывается, прямое. Летом, при высокой влажности в цеху, даже просушенный материал может набрать влагу по пути от бункера к цилиндру. Приходится либо локально осушать воздух вокруг загрузочной горловины, либо снижать температуру в зоне дозирования, чтобы избежать вспенивания. Зимой, если цех не отапливается, могут быть проблемы с нагревом формы до рабочей температуры, первые циклы идут вхолостую.
Взаимодействие с другими материалами. Часто детали из АБС идут в сборку с изделиями из других пластиков или с металлом. Коэффициент теплового расширения у АБС довольно высок. Если спроектировать жесткое крепление без люфтов, летом деталь может ?встать колом?, а зимой — иметь недопустимый зазор. Это вопрос уже не к литьевику, а к конструктору, но нам часто приходится на это указывать, когда видим чертеж. Опыт подсказывает, где нужно заложить компенсационные пазы или предложить другую марку АБС с наполнителем.
Логистика и постобработка. Отлитая деталь — это еще не готовое изделие. Ее нужно где-то складировать, как-то упаковывать. АБС царапается. Использование мягких перегородок или пленки обязательно, иначе клиент получит товарный вид ниже среднего. Иногда сам способ укладки в коробку может вызвать напряжение и коробление, если деталь ?заперта? в неправильном положении. Это мелочи, но именно они формируют репутацию поставщика.
Взгляд в сторону: как вспененные материалы дополняют картину
Работая в области, нельзя не видеть тренды. Вот, к примеру, коллеги из ООО Нанкин То Форс Новые Материалы (их сайт — njglxcl.ru) активно продвигают решения на основе вспененных материалов EPP, EPE, E-TPU. И это логично. Где-то нужна жесткость и точность размеров — тут наш АБС. А где-то нужна амортизация, легкость, термоизоляция — там уже эти вспененные полимеры. Их профиль — это экологичная упаковка, безопасные детали, облегчение компонентов. Интересно, что они предлагают полный цикл: от проектирования до управления поставками. Это правильный подход, потому что применение материала часто упирается не в технологию его производства, а в понимание, как он поведет себя в реальных условиях у конечного пользователя.
Иногда возникает синергия. Например, жесткий каркас из литого АБС может быть совмещен с амортизирующими вставками из E-TPU. Или упаковка для чувствительного прибора: внутренний ложемент из EPE и внешний защитный кожух из АБС. Компании, которые, как ООО Нанкин То Форс, интегрируют цепочку создания стоимости, могут предлагать такие комплексные решения, что очень ценится крупными брендами. Это уже не просто ?сделай деталь по чертежу?, а инжиниринг на уровне применения.
Возвращаясь к литью абс под давлением, понимаешь, что это не изолированная технология. Это один из инструментов в большом арсенале переработки полимеров. Его выбор всегда должен быть обоснован: нужны ли именно эти механические свойства, эта стойкость к химии, этот баланс цена/качество? Иногда клиент просит АБС по привычке, а по факту ему больше подошел бы полипропилен с минеральным наполнителем или тот же вспененный материал. Задача технолога — не просто выполнить заказ, а иногда и задать вопрос: ?а для чего это??, возможно, предложив более оптимальный вариант. В этом и заключается профессионализм, который строится на сотнях таких вот мелких, не всегда удачных проб и постоянном анализе.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Проектор
Проектор -
 Детские строительные блоки
Детские строительные блоки -
 Сиденье
Сиденье -
 12L подарочный контейнер для свежих продуктов
12L подарочный контейнер для свежих продуктов -
 Ящик для спального места
Ящик для спального места -
 18L подарочный контейнер для свежих продуктов
18L подарочный контейнер для свежих продуктов -
 14L подарочный контейнер для свежих продуктов
14L подарочный контейнер для свежих продуктов -
 Метательный планер
Метательный планер -
 11L подарочный контейнер для свежих продуктов
11L подарочный контейнер для свежих продуктов -
 Кресло-мешок
Кресло-мешок -
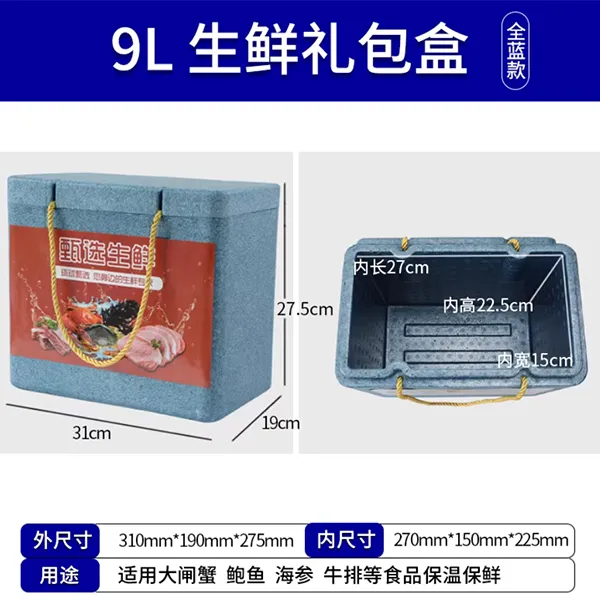 9L подарочный контейнер для свежих продуктов
9L подарочный контейнер для свежих продуктов -
 22L подарочный контейнер для свежих продуктов
22L подарочный контейнер для свежих продуктов









