Оптом Цветное литье под давлением: лучшие предложения сезона
2026-06-07
- Почему оптовое цветное литье под давлением — стратегический выбор для 2026 года
- Технические параметры и выбор материала для цветного литья
- Сравнение технологий: Поверхностная окраска против Литья в массе
- Реальные кейсы внедрения: От грузовиков до йога-цилиндров
- Управление рисками при оптовых закупках в Китае
- Стандарты качества и сертификация продукции
- Часто задаваемые вопросы
Почему оптовое цветное литье под давлением — стратегический выбор для 2026 года
Рынок промышленного производства в 2026 году диктует новые правила: эстетика перестала быть просто «приятным дополнением» и стала критическим фактором безопасности и брендинга. Литье под высоким давлением с интеграцией цвета непосредственно в массу материала (mass coloring) позволяет исключить вторичную окраску, снижая углеродный след и устраняя риск отслоения покрытия в экстремальных условиях. В нашей практике мы наблюдали случаи, когда партии деталей, окрашенные поверхностно после формования, возвращались от заказчиков из-за микротрещин при температурных перепадах от -40 °C до +80 °C. Это привело к простою сборочной линии клиента на 14 дней и финансовым потерям, которых можно было избежать, выбрав технологию объемного колорирования.
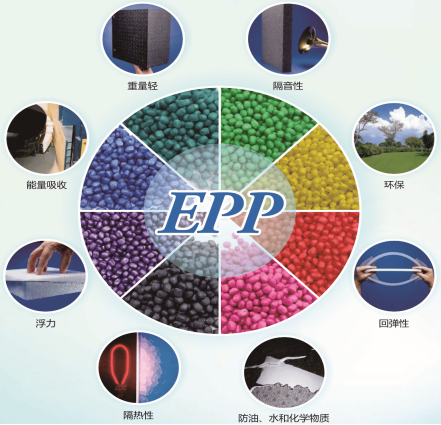
Сегодня закупщики ищут не просто детали, а готовые решения, соответствующие директивам RoHS и REACH без дополнительных лабораторных проверок каждой партии. Использование вспененных полимеров, таких как EPP и E-TPU, в сочетании с прецизионным литьем открывает возможности для создания легких, ударопрочных конструкций сложной геометрии. Компания ООО Нанкин То Форс Новые Материалы реализует этот подход на практике, предлагая вертикально интегрированный цикл: от разработки пресс-форм до серийного выпуска изделий размером до 2000×1300×600 мм. Такой формат недоступен многим конкурентам, ограниченным стандартными габаритами оборудования.
Технические параметры и выбор материала для цветного литья
При заказе оптовой партии ключевым параметром является не только визуальное соответствие образцу Pantone, но и стабильность механических свойств материала после введения пигмента. Добавление красителя часто меняет реологию расплава, что требует точной настройки параметров впрыска. Мы фиксируем, что оптимальная концентрация мастер-батча для сохранения ударной вязкости находится в диапазоне 2-4%, однако для некоторых оттенков красного спектра этот показатель может достигать 5%, что требует компенсации за счет изменения температуры зоны пластикации.
Для промышленных применений, где важна химическая стойкость и многократная деформируемость, мы рекомендуем использовать материалы на основе полипропилена (EPP). Они выдерживают до 10 000 циклов сжатия без остаточной деформации. В отличие от традиционного пенополистирола (EPS), который крошится при первом же серьезном ударе, структурированный полипропилен сохраняет целостность. Это критически важно для компонентов автомобильной промышленности и возвратной тары. Наши инженеры проводят тестирование каждого нового цветового рецепта на термостойкость в камере климатических испытаний, имитируя реальные условия эксплуатации от арктического холода до пустынной жары.
Выбор между твердым пластиком и вспененным материалом зависит от задачи поглощения энергии. Если ваша цель — защита хрупкой электроники или медицинских приборов, вспененные структуры E-TPU обеспечивают амортизацию, недостижимую для жестких полимеров. При этом технология литья позволяет создавать тонкостенные элементы толщиной всего 3 мм, сохраняя высокую жесткость конструкции за счет ячеистой структуры. Это снижает вес готового изделия на 30-40% по сравнению с аналогами из сплошного пластика, что напрямую влияет на логистические расходы при международных перевозках.
Сравнение технологий: Поверхностная окраска против Литья в массе
Многие поставщики предлагают компромиссные решения, пытаясь удешевить продукт за счет пост-обработки. Однако анализ совокупной стоимости владения (TCO) показывает обратное. Ниже приведено сравнение двух подходов к получению цветных деталей, основанное на данных нашего производства и отзывах клиентов из сектора бытовой техники и автопрома.
| Критерий сравнения | Литье с цветом в массе (Mass Coloring) | Поверхностная окраска / Печать |
|---|---|---|
| Долговечность цвета | Цвет сквозной; царапины и сколы незаметны. Срок службы совпадает со сроком жизни детали. | Высокий риск истирания и шелушения через 6-12 месяцев активной эксплуатации. |
| Экологичность | Отсутствие летучих органических соединений (ЛОС). Полная перерабатываемость отходов производства. | Требует использования растворителей, создает токсичные стоки, усложняет утилизацию. |
| Себестоимость партии | Выше на этапе сырья, но ниже итоговая цена за счет исключения этапа покраски и сушки. | Низкая цена за кг сырья, но высокие операционные затраты на труд и энергопотребление цеха окраски. |
| Точность оттенка | Стабильность ±1 единицы по шкале Delta E во всей партии благодаря автоматическому дозированию. | Возможны расхождения между партиями («эффект апельсиновой корки»), зависимость от влажности в цеху. |
| Применимость к сложным формам | Идеально для изделий со скрытыми полостями и сложной геометрией, куда кисть или распылитель не доберутся. | Трудности с прокрасом внутренних углов и глубоких ниш без использования дорогостоящей роботизированной оснастки. |
Если ваш проект предполагает использование изделия в агрессивной среде, например, в подкапотном пространстве автомобиля или в холодильной цепи для медицинских вакцин, вариант с поверхностной окраской следует исключить сразу. Химические реагенты и конденсат быстро разрушат внешний слой краски. В таких случаях единственно верным решением является литье под высоким давлением с использованием предварительно окрашенного гранулята. ООО Нанкин То Форс Новые Материалы специализируется именно на таких сложных задачах, производя, например, многооборотные контейнеры объемом от 9 до 27 литров, которые годами циркулируют в системах холодовой цепи, сохраняя яркий цвет и герметичность.
Реальные кейсы внедрения: От грузовиков до йога-цилиндров
Опыт работы с Китайской национальной группой производителей большегрузных автомобилей (CNHTC) с 2015 года наглядно демонстрирует преимущества комплексного подхода. Задача стояла создать интегрированное решение «спальное место + инструментальный ящик» для кабин грузовиков. Традиционные металлические или крашеные пластиковые аналоги были слишком тяжелыми и подверженными коррозии. Внедрение деталей из цветного EPP позволило снизить вес узла на 25%, что напрямую повлияло на расход топлива транспорта. Кроме того, отсутствие необходимости в покраске ускорило сборку на конвейере, так как детали поступали уже готовыми к монтажу.
Другой показательный пример — производство спортивного инвентаря. Цилиндры для йоги и фитнес-оборудование требуют не только эстетической привлекательности, но и абсолютной безопасности контакта с кожей человека. Использование материалов E-TPU, окрашенных в массе, гарантирует, что даже при интенсивном трении и потении спортсмена никакой краситель не перейдет на одежду или тело. Мы производим как полые, так и сплошные цилиндры различных диаметров, используя формы собственной разработки. Гибкость производственной линии позволяет менять цветовую гамму в зависимости от сезонных коллекций брендов-партнеров без остановки процесса на длительную переналадку.
В секторе упаковки для высокоточной электроники и печатных плат (PCBA) критична защита от статического электричества и механических ударов. Наши решения включают индивидуальные ложементы черного или антистатического цвета, которые формируются методом литья под давлением. Размер изделий достигает 2 метров в длину, что позволяет упаковывать крупногабаритные модули солнечных панелей или компоненты систем вентиляции за один цикл. Один из наших клиентов в сфере бытовой техники столкнулся с проблемой боя стеклянных компонентов холодильников при транспортировке. Замена картонных вставок на формованные амортизаторы из цветного пенополимера снизила процент брака при доставке с 3.5% до 0.2% за первый квартал использования.
Управление рисками при оптовых закупках в Китае
Заказывая крупную партию изделий за рубежом, покупатель сталкивается с риском несоответствия качества ожиданиям. Самая частая проблема — это разница в оттенках между утверждённым образцом и серийной продукцией. Причина кроется в нестабильности сырья у разных поставщиков гранулята. Чтобы нивелировать этот риск, мы практикуем обязательное согласование «золотого образца» перед запуском основной серии и проводим спектральный анализ первой сотни деталей. Если отклонение превышает допустимые нормы, партия бракуется на этапе входного контроля, не покидая пределов завода.
Еще один скрытый риск — геометрия крупных деталей. При охлаждении массивные изделия из вспененных материалов могут давать неравномерную усадку, если форма спроектирована без учета коэффициентов расширения конкретного полимера. Это приводит к тому, что детали не стыкуются друг с другом при сборке. Наша инженерная группа использует симуляцию процессов литья на этапе проектирования пресс-форм, чтобы предсказать поведение материала. Мы признаем, что даже самые современные расчеты не дают 100% гарантии без натурных испытаний, поэтому этап опытной партии (T1) является обязательным условием сотрудничества. Игнорирование этого этапа ради экономии времени часто оборачивается получением контейнера с непригодным к использованию товаром.
Логистика также играет роль в сохранении качества. Дешевые поставщики часто экономят на упаковке, отправляя объемные легкие детали насыпью, что приводит к их деформации под собственным весом в пути. Мы используем специализированную паллетизацию и фиксацию грузов, учитывая хрупкость вспененных структур при точечных нагрузках. Для клиентов, работающих по схеме JIT (точно в срок), мы предлагаем управление запасами на своем складе, отгружая продукцию небольшими траншами по мере необходимости, что освобождает оборотные средства заказчика.
Стандарты качества и сертификация продукции
Соответствие международным стандартам — это не просто наличие сертификата на бумаге, а гарантия воспроизводимости свойств от партии к партии. Вся наша продукция проходит проверку на соответствие директивам RoHS и REACH, что подтверждает отсутствие тяжелых металлов и вредных фталатов. Это обязательное требование для выхода на рынки Европы и России, особенно в сегменте детских товаров и медицинской упаковки. Например, наши детские игрушки и кресла-мешки сертифицированы как безопасные для прямого контакта с кожей ребенка.
Система внутреннего контроля включает тестирование ударопрочности, термостойкости и устойчивости к многократной деформации. Мы не полагаемся на выборочный контроль финальной продукции; мониторинг ведется на каждом этапе: от входного сырья до отгрузки. Температура формования, давление впрыска и время цикла фиксируются в цифровом журнале для каждой единицы оборудования. Это позволяет в случае рекламации точно определить причину дефекта и предотвратить её повторение. Для отраслей с повышенными требованиями, таких как военно-промышленный комплекс (упаковка для спецтехники), мы готовы предоставить расширенные протоколы испытаний, включая проверки на вибростойкость и климатическое старение.
Стратегическое видение компании до 2026 года предусматривает углубление экспертизы в направлениях новых энергетических транспортных средств и аккумуляторов. Это означает, что наши технологии литья адаптируются под работу с новыми композитными материалами, обладающими повышенной огнестойкостью и электроизоляционными свойствами. Партнерство с нами дает доступ к этим разработкам на ранних стадиях, позволяя вам создавать продукты будущего уже сегодня.
Часто задаваемые вопросы
Каков минимальный объем заказа (MOQ) для цветного литья?
Минимальный объем зависит от сложности пресс-формы и типа материала. Для стандартных изделий из каталога (например, контейнеры или простые амортизаторы) MOQ составляет от 500 штук. Для индивидуальных проектов с разработкой новой оснастки мы рекомендуем стартовую партию от 1000 единиц, чтобы окупить стоимость подготовки производства. Однако мы гибко подходим к этому вопросу: если вы планируете долгосрочное сотрудничество и ежегодные объемы от 50 000 штук, возможно согласование пробной партии меньшего размера для тестирования рынка.
Можно ли изменить цвет изделия в процессе производства без остановки линии?
Технически быстрая смена цвета возможна при использовании систем горячей разводки и тщательной продувке шнека, но для вспененных материалов (EPP/EPE) полная очистка требуется обязательно. Остатки старого цвета в порах материала могут привести к браку следующих 50-100 циклов. Поэтому переход на другой цвет занимает от 2 до 4 часов рабочего времени машины. Мы рекомендуем планировать производство так, чтобы все заказы одного цвета выполнялись единым блоком, минимизируя простои и перерасход сырья.
Гарантируете ли вы точное попадание в цвет по каталогу RAL или Pantone?
Мы гарантируем попадание в допуск ΔE < 1.5, что визуально неразличимо для человеческого глаза при стандартном освещении. Для достижения такой точности мы используем компьютерные системы дозирования пигментов и проводим колориметрический контроль каждой смены. Важно понимать, что текстура поверхности (глянец, шагрень, мат) влияет на восприятие цвета. Поэтому перед запуском серии мы всегда согласовываем физический образец, отлитый на том же оборудовании и из той же партии сырья, что будет использоваться в основном производстве.
Какие сроки изготовления пресс-форм и первой партии?
Разработка и изготовление пресс-формы среднего размера (до 1000×800 мм) занимает 25-35 дней. После утверждения конструкции (3D-модели) начинается металлообработка. Первая пробная партия (T1) готова через 40-45 дней после подписания контракта и внесения аванса. Серийное производство запускается сразу после подписания акта приемки образца заказчиком. Для срочных проектов мы можем предложить использование модульных элементов в существующих базах форм, что сокращает срок готовности до 15 дней, но ограничивает выбор геометрии изделия.
Выбор надежного партнера для оптового литья под высоким давлением определяет успех вашего продукта на рынке. Не рискуйте репутацией бренда, сотрудничая с посредниками без собственного инженерного центра. ООО Нанкин То Форс Новые Материалы предлагает полный цикл услуг: от идеи до доставки готовых изделий на ваш склад. Свяжитесь с нами сегодня, чтобы обсудить ваш проект и получить расчет стоимости с учетом всех технических нюансов. Запросить коммерческое предложение и консультацию инженера.