Обзор рынка: Кто главный Поставщик Тпа литье под давлением в Европе?
2026-06-04
- Анализ европейского рынка литья под высоким давлением: реальная картина поставщиков в 2026 году
- Трансформация ландшафта поставщиков: от локализации к технологическому суверенитету
- Технические параметры, определяющие качество литья под высоким давлением
- Сравнительный анализ стратегий выбора: Европа против Глобальных интеграторов
- Риски и ошибки при заказе литья под высоким давлением
- Будущее отрасли: тренды 2026 года и влияние на закупки
- Часто задаваемые вопросы
- Заключение: как сделать правильный выбор сегодня
Анализ европейского рынка литья под высоким давлением: реальная картина поставщиков в 2026 году
Поиск надежного партнера для литья под высоким давлением в Европе сегодня превратился в сложную логистическую и инженерную задачу, где традиционные критерии выбора уступают место требованиям устойчивости цепочек поставок. В 2026 году рынок переживает тектонические сдвиги: энергетический кризис перестроил карту производителей, а новые экологические директивы ЕС сделали стоимость владения пресс-формой зависимой не только от цены металла, но и от углеродного следа процесса производства. Мы наблюдаем, что многие закупщики совершают одну и ту же ошибку, фокусируясь исключительно на географической близости «европейского производителя», игнорируя тот факт, что реальные производственные мощности часто сместились или требуют непропорционально высоких энергозатрат. Наша практика показывает: истинный лидер рынка — это не тот, у кого самый красивый офис в Штутгарте или Милане, а тот, кто способен гарантировать стабильность параметров впрыска при колебаниях стоимости энергии и сырья.
В этой статье мы разберем, кто на самом деле контролирует объемы выпуска продукции методом литья под высоким давлением, какие скрытые риски таят контракты с локальными европейскими заводами и почему вертикально интегрированные решения становятся единственным способом снизить себестоимость конечного изделия. Вы узнаете, как отличить маркетинговую оболочку от реальных технических возможностей и какие параметры нужно проверять в первую очередь, чтобы избежать простоев конвейера.
Трансформация ландшафта поставщиков: от локализации к технологическому суверенитету
Еще пять лет назад ответ на вопрос о главном поставщике был бы предсказуемым списком немецких и итальянских концернов. Сегодня ситуация кардинально изменилась. Высокая стоимость электроэнергии в Центральной Европе вынудила многих игроков либо сократить смены, либо перенести тяжелые процессы литья за пределы ЕС, оставив здесь только финальную сборку. Это создало иллюзию наличия мощностей там, где их фактически нет. Когда вы запрашиваете квоту на литье под высоким давлением у европейского партнера, вы часто попадаете в очередь ожидания, которая может растянуться на месяцы из-за дефицита свободных машинных часов.
Мы фиксируем рост спроса на альтернативные модели сотрудничества, где ключевым фактором становится не флаг на двери завода, а способность поставщика управлять полным циклом создания стоимости. Примером такой эволюции служит подход компаний, работающих на стыке материаловедения и производства. Возьмем, к примеру, стратегию ООО Нанкин То Форс Новые Материалы. Хотя географически их корни связаны с азиатским производственным кластером, их модель работы полностью соответствует запросам глобального рынка: они предлагают не просто услугу литья, а комплексное решение от разработки вспененных полимеров EPP и E-TPU до создания готовых изделий сложной геометрии. Их опыт интеграции в цепочки поставок тяжелых грузовиков (проект с CNHTC) и производство крупногабаритных форматов до 2000×1300×600 мм демонстрирует, что современный «главный поставщик» определяется масштабом инженерной мысли, а не почтовым индексом.
Европейский рынок сейчас фрагментирован. Крупные автомобильные концерны стараются держать собственные литейные цеха под контролем, оставляя независимым игрокам нишу сложной технической оснастки и специализированных компонентов. Однако даже в этом сегменте наблюдается консолидация. Мелкие мастерские, не способные инвестировать в интеллектуальное автоматизированное оборудование и системы контроля качества, уходят с рынка или становятся субподрядчиками более крупных структур. Для закупщика это означает сужение круга потенциальных партнеров и рост зависимости от нескольких ключевых игроков, диктующих свои условия по срокам и ценам.
Критерии оценки реальной мощности поставщика
Чтобы понять, кто действительно является лидером, необходимо смотреть глубже рекламных буклетов. Реальная мощность определяется не количеством установленных машин, а их эффективностью и универсальностью. В нашей практике был случай, когда клиент выбрал поставщика с парком из 50 старых машин вместо завода с 20 современными интеллектуальными единицами. Результат оказался плачевным: брак достиг 15% из-за нестабильности давления впрыска, а сроки поставки сорвались на два месяца. Современные требования к литью под высоким давлением включают в себя:
- Точность контроля параметров: Возможность поддержания давления и температуры в узких допусках на протяжении тысяч циклов. Это критично для деталей, работающих под нагрузкой.
- Гибкость переналадки: Время смены пресс-формы должно измеряться часами, а не днями. Автоматизированные системы смены штампов становятся обязательным стандартом.
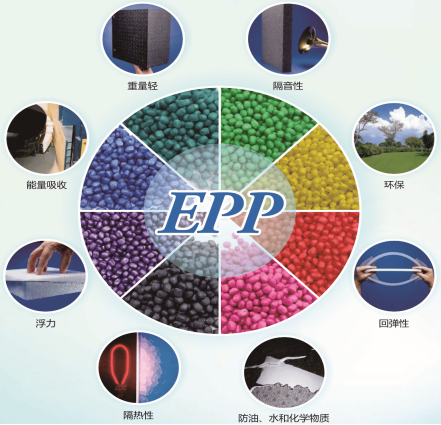
- Работа со специальными материалами: Способность перерабатывать не только стандартные полипропилены, но и инженерные пластики, композиты и вспененные материалы с памятью формы, такие как E-TPU.
- Энергоэффективность: Удельное потребление энергии на килограмм изделия. В условиях европейских тарифов этот параметр напрямую влияет на цену в спецификации.
Именно сочетание этих факторов определяет лидера. Компании, инвестирующие в R&D и автоматизацию, такие как упомянутые выше производители вспененных решений, получают преимущество в виде способности предлагать продукты с уникальными характеристиками — от термостойкости до полной перерабатываемости, что становится решающим аргументом при тендерах.
Технические параметры, определяющие качество литья под высоким давлением
Разговор о поставщиках невозможен без глубокого погружения в физику процесса. Литье под высоким давлением — это баланс между скоростью заполнения формы, давлением уплотнения и температурой расплава. Ошибка в любом из этих параметров приводит к дефектам, которые часто проявляются только на этапе эксплуатации изделия. Многие поставщики экономят на системах мониторинга, полагаясь на опыт операторов. Это путь в никуда. В 2026 году стандарт качества требует цифрового двойника процесса.
Давление впрыска — самый критишный параметр. Для тонкостенных изделий оно может достигать 2000 бар и выше. Если машина не способна мгновенно компенсировать падение давления при заполнении удаленных участков формы, возникают недоливы или внутренние напряжения. Эти напряжения позже приведут к короблению детали или растрескиванию под нагрузкой. Мы видели партии корпусов электроники, которые идеально выглядели при приемке, но трескались через неделю использования из-за остаточных напряжений, заложенных в момент литья. Поставщик должен иметь оборудование с замкнутым контуром регулирования давления, реагирующее за миллисекунды.
Температурный режим также играет роль. Разброс температуры по зонам цилиндра и форме не должен превышать ±2°C. Особенно это важно при работе с материалами, чувствительными к термодеградации, или при использовании добавок, улучшающих механические свойства. Здесь стоит отметить важность компетенций в области материалов. Например, при работе со вспененными полимерами, такими как EPP или EPE, контроль температуры определяет размер ячейки пены и, следовательно, амортизирующие свойства готового изделия. Опыт таких компаний, как ООО Нанкин То Форс Новые Материалы, показывает, что глубокое понимание реологии материала позволяет оптимизировать процесс литья так, чтобы получать изделия с предсказуемыми характеристиками ударопрочности и термостойкости в диапазоне от −40 °C до +120 °C.
Проблема усадки и геометрической точности
Усадка материала — неизбежный спутник литья. Главная задача инженера-технолога — предсказать её величину и компенсировать геометрией пресс-формы. Разные материалы ведут себя по-разному: кристаллические полимеры дают большую усадку, чем аморфные. Направление течения расплава также влияет на анизотропию усадки. Если поставщик не проводит предварительного моделирования (Moldflow analysis) или использует усредненные данные, вы получите деталь, которая не встанет в узел сборки.
Мы рекомендуем требовать от поставщика протоколы первых статей (FAI) с полным набором измерений по 3D-сканированию, а не только выборочный контроль штангенциркулем. Только так можно выявить отклонения плоскостности или соосности отверстий. В высокоточных отраслях, таких как медицина или аэрокосмос, допуски исчисляются микронами. Здесь лидером будет тот, кто владеет технологиями прецизионного литья и имеет сертифицированные метрологические лаборатории.
Сравнительный анализ стратегий выбора: Европа против Глобальных интеграторов
При выборе партнера для литья под высоким давлением заказчик часто оказывается перед дилеммой: остаться в еврозоне ради логистической простоты или выйти на глобальный уровень ради технологий и цены. Давайте разберем это сравнение объективно, без эмоциональных ярлыков.
| Критерий сравнения | Локальные европейские производители | Глобальные технологические интеграторы (Азия/Международные) |
|---|---|---|
| Стоимость машино-часа | Высокая. Энерготарифы и стоимость труда в ЕС делают час работы машины в 2-3 раза дороже. | Конкурентная. Оптимизированные цепочки поставок энергии и труда позволяют снижать издержки без потери качества. |
| Сроки изготовления пресс-форм | 8-14 недель. Дефицит квалифицированных инструментальщиков удлиняет очереди. | 4-6 недель. Параллельная работа команд проектирования и производства ускоряет цикл. |
| Гибкость материалов | Часто ограничена стандартными термопластами. Работа со спецматериалами требует доплат. | Широкая. Доступ к разнообразию полимеров, включая вспененные (EPP, E-TPU) и композиты. |
| Логистика и таможенные риски | Минимальные внутри ЕС. Прозрачное законодательство. | Требует грамотного планирования. Однако опытные игроки берут таможенное оформление на себя. |
| Технологическая оснащенность | Разношерстная. Много старого парка, модернизация идет медленно из-за стоимости капитала. | Высокая. Быстрое внедрение нового оборудования и роботизации для сохранения маржинальности. |
Из таблицы видно, что «европейское происхождение» больше не гарантирует технологического превосходства. Напротив, глобальные игроки, такие как ООО Нанкин То Форс Новые Материалы, демонстрируют более высокий уровень автоматизации и готовности работать со сложными задачами. Их способность производить крупногабаритные изделия и управлять цепочками поставок для таких секторов, как военная промышленность и новая энергетика, говорит о том, что центр компетенций сместился туда, где есть ресурсы для развития.
Однако есть нюанс. Для мелких серий с ежедневными изменениями дизайна локальный европейский цех может быть удобнее. Но если речь идет о серийном производстве, где важна стабильность цены и качества на годы вперед, модель вертикальной интеграции выигрывает. Она позволяет контролировать качество сырья, процесс формования и логистику в рамках единого стандарта.
Риски и ошибки при заказе литья под высоким давлением
Даже с лучшим поставщиком можно получить брак, если неправильно построить процесс взаимодействия. Самая частая ошибка — отсутствие четкого технического задания (ТЗ). Фраза «сделайте прочно» не является спецификацией. Инженеры должны предоставить 3D-модель с указанием допусков, точек съема литников, требований к поверхности и условий эксплуатации. Без этого любая оценка стоимости будет фикцией.
Второй риск — экономия на прототипировании. Попытка сразу запустить серийную форму без проверки на пробных образцах (например, напечатанных на 3D-принтере или отлитых в мягкой оснастке) часто приводит к дорогостоящим переделкам стальной формы. Изменение геометрии закаленной стали — это недели простоя и тысячи евро затрат. Мы настоятельно рекомендуем этап валидации дизайна.
Третий, часто игнорируемый риск — несоответствие материала заявленным свойствам. Рынок наполнен рециклатом низкого качества, который выдают за первичное сырье. Это снижает ударную вязкость и термостойкость детали. Надежный поставщик всегда предоставляет сертификаты на каждую партию сырья и проводит входной контроль. В контексте работы со вспененными материалами, где структура ячеек критична для функциональности, использование несертифицированного гранулята недопустимо. Продукция ООО Нанкин То Форс Новые Материалы, например, проходит строгие тесты на надежность, включая проверку многократной деформации, что исключает подобные сюрпризы для клиента.
Как минимизировать риски срыва сроков?
Срывы сроков чаще всего происходят не из-за лени производителя, а из-за непредвиденных обстоятельств в цепочке поставок комплектующих или энергии. Чтобы защититься:
- Требуйте прозрачности: Доступ к системе отслеживания статуса заказа в реальном времени.
- Фиксируйте штрафы: В контракте должны быть прописаны санкции за каждый день просрочки, но также и бонусы за досрочную сдачу.
- Планируйте буфер: Закладывайте 10-15% времени сверх обещанного срока на форс-мажоры.
- Проверяйте складские запасы: Убедитесь, что у поставщика есть страховой запас сырья для вашего проекта.
Будущее отрасли: тренды 2026 года и влияние на закупки
К 2026 году индустрия литья под высоким давлением окончательно перешла от количественного роста к качественной трансформации. Главным драйвером изменений стала циркулярная экономика. Европейские регуляторы ужесточили требования к перерабатываемости пластиковых изделий. Теперь при выборе поставщика вопрос «можно ли переработать эту деталь?» стоит так же остро, как и вопрос цены. Производители, не имеющие решений для использования вторичного сырья или биоразлагаемых композитов, теряют доступ к крупным тендерам.
Цифровизация производства вышла на новый уровень. Концепция «Индустрия 4.0» перестала быть модным словом и стала необходимостью. Машины для литья теперь передают данные о каждом цикле в облако, где алгоритмы ИИ анализируют тенденции и предсказывают необходимость обслуживания до поломки. Это снижает простой и стабилизирует качество. Поставщики, отстающие в цифровизации, становятся «черными ящиками» для заказчика, что в современных условиях неприемлемо.
Еще один важный тренд — легковесность (Lightweighting). Автомобильная и аэрокосмическая отрасли требуют снижения массы компонентов без потери прочности. Это стимулирует развитие технологий литья газом, микропористого литья и использования вспененных материалов. Именно здесь компании вроде ООО Нанкин То Форс Новые Материалы занимают лидирующие позиции. Их экспертиза в области EPP и E-TPU позволяет создавать детали, которые на 30-50% легче аналогов из сплошного пластика, сохраняя при этом высокие амортизирующие свойства. Такой подход отвечает сразу двум глобальным задачам: снижению расхода топлива (или увеличению запаса хода электрокаров) и уменьшению объема отходов.
Стратегическое видение до 2026 года и далее
Рынок движется к созданию экосистем, где поставщик становится партнером по разработке продукта. Уже недостаточно просто отлить деталь по чертежу. Нужна совместная работа над оптимизацией конструкции, подбором материала и логистикой. Стратегия ведущих игроков предусматривает углубление экспертизы в направлениях новой энергетики и высокоточной электроники. Цель — формирование безопасной и интеллектуальной отраслевой среды. Те, кто сможет предложить такую глубину сервиса, станут новыми лидерами рынка, независимо от их географической прописки.
Часто задаваемые вопросы
Какой минимальный объем заказа (MOQ) для литья под высоким давлением?
Ответ зависит от сложности пресс-формы и стоимости материала. Для стандартных термопластов экономически целесообразный тираж начинается от 500-1000 штук, чтобы амортизировать стоимость оснастки. Однако при использовании дорогостоящих инженерных материалов или сложных вспененных структур порог может быть ниже, если цена за единицу продукции обоснована функциональностью. Некоторые поставщики предлагают модели разделения стоимости формы, позволяющие начать с малых партий.
Сколько времени занимает изготовление пресс-формы?
Стандартный срок для стальной формы средней сложности составляет 6-8 недель. Для алюминиевых форм (прототипирование) — 2-3 недели. Сложные многоместные формы с горячеканальными системами могут требовать до 12-14 недель. Важно учитывать время на согласование 3D-моделей и проведение пробных отливок (T1, T2), которые добавляют еще 2-3 недели к общему циклу.
Можно ли использовать переработанный пластик в литье под высоким давлением?
Да, это не только возможно, но и становится стандартом. Доля рециклата может достигать 30-50% в зависимости от требований к механическим свойствам изделия. Ключевой момент — качество очистки и однородность фракции вторичного сырья. Современные технологии позволяют стабилизировать свойства смеси первичного и вторичного полимера так, что разница в характеристиках готовой детали становится незаметной для большинства применений.
Как контролируется качество при массовом производстве?
Контроль осуществляется на трех уровнях: входной контроль сырья, мониторинг параметров процесса в реальном времени (датчики давления, температуры) и выборочный контроль готовой продукции. Передовые производители используют системы машинного зрения для автоматического выявления дефектов поверхности и геометрических отклонений непосредственно на конвейере, отсеивая брак до упаковки.
Заключение: как сделать правильный выбор сегодня
Рынок литья под высоким давлением в Европе и мире прошел точку невозврата. Старые правила игры, основанные только на географии и низкой цене за кг, больше не работают. Победителями становятся те, кто предлагает технологическую глубину, гибкость материалов и прозрачность процессов. Выбор главного поставщика — это выбор партнера, который разделит с вами риски и поможет создать продукт, конкурентоспособный в условиях 2026 года.
Не бойтесь смотреть за пределы привычных границ. Вертикально интегрированные компании, сочетающие разработку материалов и передовое производство, предлагают уровень надежности и инноваций, недоступный традиционным литейным цехам. Их опыт работы с такими требовательными секторами, как автомобилестроение и медицинская упаковка, служит лучшей гарантией качества. Помните: экономия на этапе выбора поставщика всегда оборачивается многократными потерями на этапе эксплуатации и репутационными рисками.
Если вы ищете решение, которое объединяет в себе передовые технологии вспененных материалов, масштабное автоматизированное производство и глубокую инженерную экспертизу, стоит рассмотреть предложения лидеров, формирующих новую экосистему отрасли. Узнать подробнее о решениях для литья под высоким давлением и вспененных материалах — это первый шаг к оптимизации вашей производственной цепочки и обеспечению долгосрочной конкурентоспособности вашего бизнеса.