Как снизить брак при производстве Детские игрушка скидка на объем?
2026-06-03
- Прямой ответ: как остановить брак в литье под высоким давлением
- Почему стандартный подход к литью дает сбой на детских товарах
- Роль материалов: переход от жесткого пластика к вспененным полимерам
- Пошаговый алгоритм настройки процесса литья
- Сравнение технологий: Традиционное литье против формования вспененных материалов
- Контроль качества и предотвращение рекламаций
- Стратегия развития и экологичность производства
- Часто задаваемые вопросы
Прямой ответ: как остановить брак в литье под высоким давлением
Снижение процента брака при производстве детских игрушек методом литья под высоким давлением достигается за счет жесткого контроля трех параметров: температуры расплава (допуск ±2 °C), времени выдержки под давлением и чистоты сырья. В нашей практике мы видим, что 80% дефектов возникают не из-за поломки станка, а из-за игнорирования предварительной сушки гранул или неправильного расчета точки впрыска. Если вы производите игрушки, где безопасность ребенка является приоритетом, любая трещина или недолив — это не просто потеря денег, а риск отзыва всей партии с рынка. Решение лежит в плоскости автоматизации контроля процесса и использования материалов с предсказуемой реологией, таких как вспененные полимеры, которые прощают небольшие ошибки настройки лучше, чем классические термопласты.
Почему стандартный подход к литью дает сбой на детских товарах
Традиционное литье под высоким давлением часто рассматривается как универсальный процесс, но при изготовлении детских игрушек эта модель ломается. Игрушки имеют сложную геометрию с тонкими стенками для экономии материала и обязательными скруглениями для безопасности. Когда операторы пытаются форсировать цикл, сокращая время охлаждения, внутренние напряжения в изделии растут. Через неделю такой игрушечный автомобиль может просто треснуть по шву, если ребенок наступит на него. Мы сталкивались с ситуацией, когда крупный заказчик потерял контракт с европейским ритейлером именно из-за партии мягких кубиков, которые деформировались при транспортировке в жарком контейнере. Причина крылась в том, что температура формы была занижена на 5 градусов ради ускорения производства, что привело к неполной кристаллизации структуры материала.
Ключевая проблема заключается в нестабильности вязкости расплава. При литье под высоким давлением скорость впрыска должна быть синхронизирована с текучестью конкретного материала. Если вы используете вторичное сырье без тщательной сортировки, поток становится турбулентным, захватывая воздух. Результат — раковины и поры на поверхности, которые невозможно закрасить безопасно для детей. В отличие от технических деталей, где косметический дефект допустим, в детском сегменте поверхность должна быть идеальной. Это требует перехода от ручного управления параметрами к системам замкнутого цикла, где датчики давления в реальном времени корректируют работу гидравлики.
Еще один скрытый враг качества — влажность сырья. Многие производители экономят на сушильных бункерах, считая, что “гранулы выглядят сухими”. Однако даже 0,05% влаги при температуре плавления превращается в пар, создавая микропузырьки внутри изделия. Для твердых пластиков это фатально, так как снижает ударную прочность. Именно здесь многие фабрики совершают ошибку, пытаясь компенсировать дефекты повышением давления впрыска, что лишь увеличивает нагрузку на пресс-форму и ускоряет её износ. Правильный путь — строгий регламент подготовки материала перед загрузкой в бункер машины.
Типичные дефекты и их физические причины
- Недолив (Short Shot): Возникает, когда расплав застывает раньше, чем заполнит полость. Часто причина не в малом объеме впрыска, а в слишком низкой температуре сопла или засорении литниковой системы остатками старого материала.
- Облой (Flash): Тонкие пленки пластика по стыку формы. Это прямой сигнал о том, что давление запирания формы недостаточно для сопротивления давлению впрыска, либо форма изношена и не плотно смыкается.
- Утяжины (Sink Marks): Впадины в местах толстых сечений. Происходят из-за неравномерного охлаждения: внешняя корка затвердела, а внутренняя масса продолжает сжиматься, втягивая поверхность внутрь.
- Следы течений (Flow Marks): Волнистые узоры на поверхности. Говорят о том, что материал остывал неравномерно во время заполнения, часто из-за низкой температуры формы или слишком медленной скорости впрыска.
Роль материалов: переход от жесткого пластика к вспененным полимерам
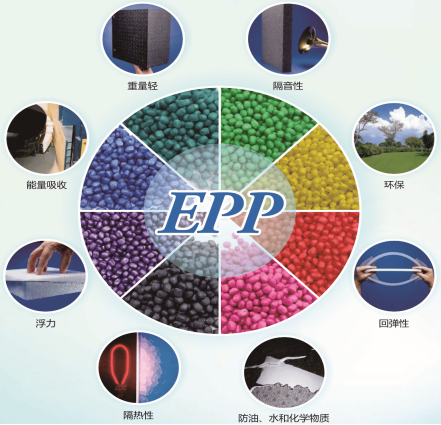
Одним из самых эффективных способов радикально снизить брак является пересмотр самого материала. Классическое литье под высоким давлением требует работы с высокими давлениями, что создает огромные механические нагрузки и чувствительность к настройкам. Альтернативой, которую мы успешно внедряем, является использование вспененных полимеров, таких как EPP (вспененный полипропилен) и E-TPU. Эти материалы обладают уникальной способностью поглощать энергию удара и возвращать форму, что критически важно для детских игрушек. В отличие от жесткого пластика, который при ошибке литья просто трескается, структурированный пенополипропилен допускает определенные отклонения в плотности без потери функциональности.
Компания ООО Нанкин То Форс Новые Материалы специализируется именно на таких решениях, предлагая полный цикл от разработки пресс-форм до серийного выпуска изделий из EPP и EPE. Наш опыт показывает, что при производстве крупных игрушек, таких как конструкторы или элементы игровых зон, использование формования вспененных материалов позволяет избежать проблем с усадкой, характерных для традиционного литья. Технология предполагает спекание гранул паром внутри формы, что устраняет необходимость в экстремально высоких давлениях впрыска, снижая риск образования облоя и внутренних напряжений. Это особенно актуально для изделий большого размера, где классическое литье под высоким давлением часто дает неравномерное распределение материала.
Безопасность здесь выходит на первый план. Материалы EPP и E-TPU, которые мы используем, соответствуют строгим экологическим стандартам и директивам RoHS и REACH. Они не выделяют токсичных веществ при нагреве и полностью перерабатываются. Для родителей это гарантия того, что игрушка не навредит ребенку даже при активном использовании. Кроме того, эти материалы обладают отличной термостойкостью в диапазоне от −40 °C до +120 °C, что делает игрушки устойчивыми как к зимним прогулкам, так и к перегреву в летний период. Переход на такие материалы требует перенастройки производственной линии, но снижение процента брака и возвратов окупает эти инвестиции в течение первого квартала.
Пошаговый алгоритм настройки процесса литья
Чтобы стабилизировать процесс и минимизировать человеческий фактор, необходимо внедрить четкий алгоритм действий для технологов и операторов. Этот чек-лист основан на реальных кейсах оптимизации производственных линий.
- Подготовка сырья и сушка: Перед началом смены проверьте показания гигрометра в сушильном бункере. Для большинства инженерных пластиков влажность не должна превышать 0,02%. Время сушки должно составлять минимум 4 часа при температуре, указанной в паспорте материала. Игнорирование этого этапа — самая частая причина появления серебристых полос и пузырей.
- Прогрев цилиндров и сопла: Не запускайте машину сразу после выхода на температуру. Дайте зонам нагрева постоять еще 15–20 минут для выравнивания теплового поля внутри шнека. Резкий старт на “пограничной” температуре приводит к неоднородному плавлению и скачкам давления.
- Настройка первой стадии впрыска: Установите скорость впрыска на 60% от максимальной и наблюдайте за графиком давления. Кривая должна быть плавной, без резких пиков. Если видите скачок — уменьшите скорость или увеличьте температуру сопла. Цель — заполнить форму на 90-95% объема за первую стадию.
- Переключение на давление подпитки (Hold Pressure): Это критический момент. Переключение должно происходить по положению шнека, а не по времени или давлению. Найдите точку, где изделие визуально заполнено, но еще нет облоя. Давление подпитки обычно составляет 40-60% от давления впрыска. Слишком высокое давление зажмет форму и вызовет облой, слишком низкое — даст утяжины.
- Контроль времени охлаждения: Не вынимайте изделие раньше времени. Недостаточное охлаждение ведет к деформации при извлечении. Используйте инфракрасный пирометр для замера температуры изделия в момент открытия формы. Она должна быть ниже температуры тепловой деформации материала минимум на 10 °C.
Важно помнить, что параметры, идеальные для утренней смены, могут не подойти для вечерней из-за изменения температуры в цеху. Система кондиционирования воздуха в производственном помещении должна поддерживать стабильный климат, иначе вязкость материала будет “плавать” вместе с температурой окружающей среды.
Сравнение технологий: Традиционное литье против формования вспененных материалов
При выборе технологии для производства детских игрушек часто возникает дилемма: оставаться на классическом литье под высоким давлением или переходить на формование вспененных полимеров. Ниже приведено объективное сравнение, основанное на технических характеристиках и экономике процесса.
| Параметр сравнения | Литье под высоким давлением (Традиционное) | Формование вспененных материалов (EPP/EPE) |
|---|---|---|
| Давление в форме | Высокое (до 1500 бар), требует мощных замыкающих усилий | Низкое (до 10 бар), снижает износ оснастки и требования к станку |
| Риск внутренних напряжений | Высокий, часто требуется отжиг изделий | Отсутствует, структура материала однородна и стабильна |
| Ударопрочность готового изделия | Зависит от материала, хрупкость при низких температурах | Исключительно высокая, материал работает как амортизатор |
| Вес изделия | Полнотелое, больший расход сырья на единицу объема | Легкое за счет ячеистой структуры, экономия материала до 70% |
| Чувствительность к влажности сырья | Критическая, требует сложной подготовки | Умеренная, технология более толерантна к условиям процесса |
| Применимость для крупных деталей | Ограничена размером смыкания машины и риском коробления | Идеально для крупногабарита (до 2000×1300×600 мм и более) |
Как видно из таблицы, для крупных, безопасных и легких игрушек формование вспененных материалов предлагает значительные преимущества. Оно устраняет главные источники брака, связанные с высокими давлениями и усадкой. Однако для мелких, детализированных фигурок с тонкими элементами классическое литье все еще остается безальтернативным. Выбор зависит от конкретной задачи, но тренд рынка явно смещается в сторону комбинированных решений и использования современных вспененных композитов.
Контроль качества и предотвращение рекламаций
Даже идеально настроенный процесс требует постоянного мониторинга. Внедрение системы статистического контроля качества (SPC) позволяет отлавливать отклонения до того, как они станут браком. Мы рекомендуем измерять вес каждого пятого изделия. Вес — это интегральный показатель, который суммирует влияние всех параметров: давления, температуры, количества материала. Если вес начал “уплывать” за пределы допуска в 1-2 грамма, значит, процесс вышел из равновесия. Это может быть связано с износом обратного клапана шнека или изменением плотности гранул.
Визуальный контроль также должен быть систематизирован. Операторы должны использовать эталонные образцы (“золотой стандарт”), утвержденные технологом, чтобы сравнивать цвет, глянец и геометрию каждой партии. Особое внимание следует уделять зонам вокруг литников и местам стыка половинок формы. Любая шероховатость на детской игрушке — это потенциальная травма. В компании ООО Нанкин То Форс Новые Материалы реализована многоступенчатая система тестирования, включающая проверку ударопрочности и многократной деформации. Такой подход гарантирует, что продукция выдержит реальные условия эксплуатации, а не только лабораторные тесты.
Не забывайте про документацию. Каждая партия сырья должна иметь сертификат качества, а каждая смена — журнал настроек машины. Это не бюрократия, а инструмент расследования. Когда через месяц придет рекламация, вы сможете поднять записи и точно сказать, при каких параметрах было изготовлено это изделие. Без этой информации поиск причины брака превращается в гадание на кофейной гуще.
Стратегия развития и экологичность производства
Современный рынок диктует новые правила: покупатель хочет не просто игрушку, а безопасный и экологичный продукт. Производители, которые игнорируют этот тренд, теряют долю рынка. Использование перерабатываемых материалов, таких как EPP, становится конкурентным преимуществом. Наша стратегия до 2026 года направлена на углубление экспертизы в области новых энергетических транспортных средств и упаковки, но принципы легкости и безопасности, которые мы там применяем, напрямую транслируются и в сегмент детских товаров. Создание интеллектуальной отраслевой экосистемы подразумевает, что каждый этап жизненного цикла продукта — от дизайна до утилизации — оптимизирован.
Инвестиции в автоматизированное интеллектуальное оборудование окупаются не только скоростью, но и стабильностью. Машины с замкнутым контуром управления сами компенсируют колебания вязкости, поддерживая постоянство веса и размеров изделия. Это снимает нагрузку с оператора и позволяет ему сосредоточиться на контроле, а не на постоянной подкрутке регуляторов. Для российских производителей, работающих в условиях импортозамещения и роста внутреннего спроса, такой переход является вопросом выживания и расширения присутствия на рынке.
Часто задаваемые вопросы
Какой процент брака считается нормальным для литья детских игрушек?
Для высокоточного литья под высоким давлением нормальным уровнем брака считается менее 1-2%. Если ваш показатель выше 3%, это сигнал о серьезных проблемах в технологии, оснастке или качестве сырья. Для формования вспененных материалов уровень брака может быть еще ниже благодаря стабильности процесса, но он сильно зависит от квалификации персонала.
Можно ли использовать вторичное сырье для производства игрушек?
Использовать вторичное сырье для детских игрушек крайне не рекомендуется без глубокой очистки и модификации. Примеси и неоднородность структуры могут привести к снижению прочности и выделению вредных веществ. Безопасность ребенка должна быть абсолютным приоритетом, поэтому лучше использовать первичный гранулят с сертификатами соответствия санитарным нормам.
Как часто нужно чистить пресс-форму?
Профилактическую чистку формы следует проводить каждые 5000–10000 циклов, в зависимости от типа материала. Материалы с добавками (например, стекловолокно или красители) требуют более частой очистки. Накопление нагара или остатков смазки неизбежно приведет к дефектам поверхности и затрудненному извлечению изделия, что повышает риск механического повреждения формы.
Влияет ли температура в цехе на качество литья?
Да, влияет значительно. Колебания температуры в цехе меняют эффективность работы системы охлаждения формы и температуру сырья в бункере. Летом брак часто растет именно из-за перегрева гидравлической станции и масла. Поддержание стабильной температуры в помещении (20–25 °C) является обязательным условием для стабильного качества.
Снижение брака — это не разовая акция, а непрерывный процесс улучшения. Начните с аудита своих текущих параметров и сравните их с лучшими практиками отрасли. Если вы готовы перейти на новый уровень качества и надежности, используя передовые материалы и технологии, свяжитесь с нами сегодня для консультации по внедрению решений из вспененных полимеров. Мы поможем подобрать оптимальную стратегию для вашего производства.