

Пресс формы лгм
Когда говорят о пресс-формах для литьевого газонаполнения (ЛГМ), многие сразу представляют себе просто усиленную версию стандартной оснастки для литья под давлением. Это, пожалуй, самое распространённое и дорогостоящее заблуждение. На деле, ключевое отличие лежит не столько в механической прочности, сколько в управлении газом и термостабилизацией. Если газовый канал спроектирован без учёта усадки конкретного материала — например, того же EPP — можно получить красивую, но абсолютно бракованную деталь с пустотами или ?серебром? на поверхности.
Где кроется подвох? Опыт и грабли
Первый серьёзный проект с ЛГМ у нас был связан как раз с экологичной упаковкой для хрупкой электроники. Заказчик требовал лёгкость, ударопрочность и, что критично, точность геометрии внутренних рёбер жёсткости. Материал — EPP от проверенного поставщика. Оснастку делали, вроде бы, по всем канонам: расчётные точки впрыска, газовые штыри от известного немецкого производителя. Но на испытаниях стабильно получали разную плотность по длине изделия. Вроде бы и давление газа выдерживали, и время... В чём дело?
Оказалось, проблема была в банальном, но неочевидном — в неравномерном охлаждении самой пресс-формы. Для обычного литья перепад в несколько градусов по плитам термостата может быть некритичен. Для ЛГМ же, где газ должен равномерно вытеснять расплав, это смертельно. Пришлось переделывать систему терморегулирования, добавлять отдельные контуры. Это был урок: оснастка для ЛГМ — это всегда система ?литьевая машина — пресс-форма — газовый блок — термостат?. Нельзя оптимизировать что-то одно в отрыве от всего.
Ещё один нюанс, о котором редко пишут в учебниках — износ направляющих колонн и втулок. Из-за цикличного высокого давления газа, даже при идеальной смазке, износ идёт интенсивнее. Мы раз в полгода-год обязательно проводим замеры на одном комплексе для серийных проектов. Замена пары втулок обходится в разы дельше, чем внезапный простой из-за заклинивания и последующего ремонта с вырезкой детали из формы.
Материал — это полдела. А иногда и больше
Работая с компанией ООО Нанкин То Форс Новые Материалы (их сайт — njglxcl.ru), которая фокусируется на применении EPP, EPE, E-TPU, пришло чёткое понимание: дизайн пресс-формы начинается не с 3D-модели детали, а с паспорта материала. Их EPP, например, имеет свою характерную кривую усадки и вязкость, которые напрямую влияют на выбор точки впрыска и стратегию подачи газа.
Был случай с компонентом для автомобильной безопасности — кронштейном, где нужно было совместить лёгкость и способность гасить энергию удара. Использовали E-TPU. И здесь классическая схема газового канала ?игла-штырь? показала себя не лучшим образом. Материал слишком эластичный, газ стремился прорваться по пути наименьшего сопротивления, а не заполнять тонкие рёбра. Решение нашли в комбинированном подводе газа: через штырь и по специальному контурному каналу в самой форме. Это усложнило и удорожало оснастку, но позволило добиться равномерной плотности во всех сечениях. Без тесного диалога с технологами материала, которые понимают его поведение в расплаве, такое решение не родилось бы.
Их подход, описанный на сайте — интеграция цепочки от проектирования до поставки — здесь не пустые слова. Когда технолог по материалам сидит в одной комнате с инженером-оснастщиком и они на равных обсуждают, где материал ?захочет? течь, а где его нужно ?подтолкнуть? газом, — это и есть тот самый комплексный результат. Для пресс-форм ЛГМ это критически важно.
Детали, которые решают всё: газовые штыри и поверхность
Газовый штырь — сердце оснастки. Но часто внимание уделяют только его механике и уплотнениям. Мы же на собственном горьком опыте выяснили, что качество поверхности его сопла, та самая микро-геометрия, влияет на стабильность газового потока. Малейшая заусенец или неровность после шлифовки — и поток газа становится турбулентным, что ведёт к полосам на изделии. Теперь мы шлифуем и полируем эти детали с тщательностью, сравнимой с обработкой оптики. И да, ресурс у них всё равно ограничен, это расходник, и это нужно закладывать в стоимость владения оснасткой.
Поверхность самой пресс-формы. Для глянцевых деталей из EPP или EPE часто требуют зеркальный полир. Но здесь ловушка: идеально гладкая поверхность может привести к ?прилипанию? изделия, особенно при сложной геометрии. Иногда эффективнее сделать матовое травление средней глубины — деталь легче извлекается, а визуально для упаковки или деталей салона авто это даже предпочтительнее. Это вопрос не эстетики, а технологичности и снижения цикла.
Система выталкивания. Казалось бы, стандартный узел. Но для лёгких, объёмных и иногда хрупких деталей из вспененных материалов нужно больше выталкивателей, распределённых с умом. И давление выталкивания должно быть точно откалибровано. Однажды мы поставили слишком мощные пружины на выталкиватели — на тонкой стенке остались следы ?пуговиц?. Пришлось снижать усилие и добавлять точки выталкивания, пересверливая уже готовую форму. Доработка на стальном монстре — то ещё удовольствие.
Отладка и серия: когда начинается настоящая работа
Пусконаладка пресс-формы для ЛГМ — это отдельная история. Здесь не работает принцип ?выставил базовые параметры и поехал?. Первые 50-100 циклов уходят только на то, чтобы найти баланс между температурой расплава, температурой формы, давлением и объёмом газа, временем выдержки. И всё это взаимосвязано: изменил температуру на 5 градусов — нужно корректировать время подачи газа. Иногда процесс стабилизируется только через несколько сотен циклов, когда все подвижные части формы притрутся, температурные поля установятся.
Ведём журнал отладки для каждой сложной оснастки. Туда записываем всё: от параметров на машине до температуры в цехе и влажности (да, для гигроскопичных материалов это важно). Потом, когда через полгода заказчик просит возобновить производство, не нужно снова неделю экспериментировать. Это та самая ?интеллектуальная собственность?, которая не лежит в чертежах, а живёт в этих тетрадках и головах технологов.
Серийное производство — это контроль, контроль и ещё раз контроль. Раз в смену — проверка первых и последних деталей в партии на вес и геометрию. Раз в неделю — профилактический осмотр газовых штырей и систем уплотнения. Потому что износ идёт, и если его вовремя не заметить, можно испортить целую партию, а газ, ушедший не туда, может даже повредить саму пресс-форму. Ремонт в таком случае — это не замена выталкивателя, это сложная сварка и перешлифовка рабочих поверхностей. Дорого и долго.
Вместо заключения: мысль вслух
Так что, если резюмировать мой опыт, пресс-форма для ЛГМ — это не просто инструмент. Это динамическая система, которая требует глубокого понимания и физики процесса, и поведения материала, и особенностей эксплуатации. Можно сделать дорогую, точную оснастку, но испортить всё неправильными настройками на машине. И наоборот, на хорошей машине можно вытянуть неидеальную форму, но ресурс и стабильность будут низкими.
Сотрудничество с интеграторами вроде ООО Нанкин То Форс показало, что успех приходит, когда все звенья цепочки — разработка материала, дизайн изделия, проектирование и изготовление пресс-формы, отладка процесса — работают в единой логике. Их акцент на комплексных решениях — это как раз про это. Для ЛГМ это не опция, а необходимость.
И да, никогда не экономьте на пробных отливках и этапе отладки. Сэкономленные две недели на этом этапе позже обернутся месяцами проблем в серии. Проверено. Каждая новая оснастка — это новый вызов и новый урок. И, кажется, универсального рецепта так и нет. И в этом, наверное, и есть главная сложность и прелесть работы с литьевым газонаполнением.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
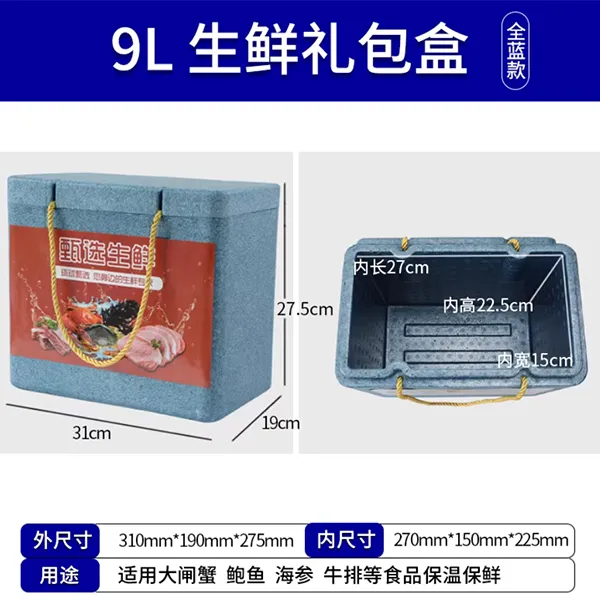 9L подарочный контейнер для свежих продуктов
9L подарочный контейнер для свежих продуктов -
 Зубчатый цилиндр для йоги
Зубчатый цилиндр для йоги -
 14L подарочный контейнер для свежих продуктов
14L подарочный контейнер для свежих продуктов -
 22L подарочный контейнер для свежих продуктов
22L подарочный контейнер для свежих продуктов -
 27L подарочный контейнер для свежих продуктов
27L подарочный контейнер для свежих продуктов -
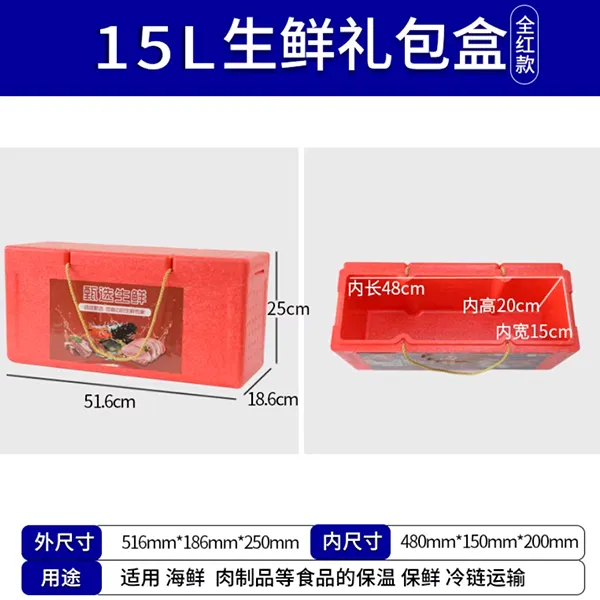 15L подарочный контейнер для свежих продуктов
15L подарочный контейнер для свежих продуктов -
 8L подарочный контейнер для свежих продуктов
8L подарочный контейнер для свежих продуктов -
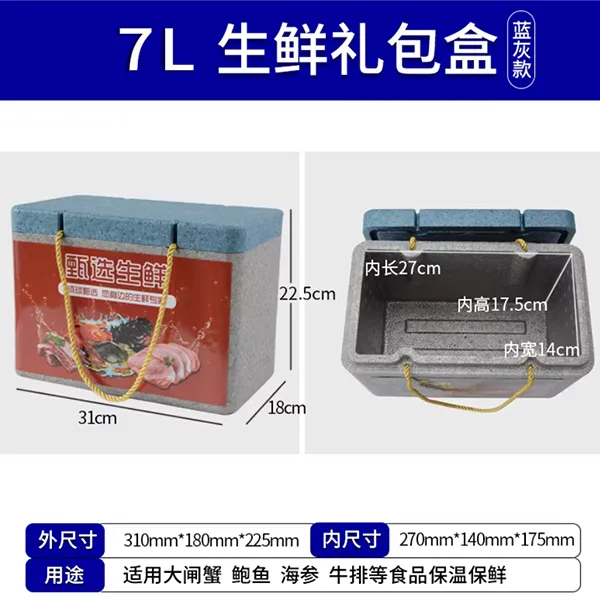 7L подарочный контейнер для свежих продуктов
7L подарочный контейнер для свежих продуктов -
 Кресло-мешок
Кресло-мешок -
 Ящик для спального места
Ящик для спального места -
 12L подарочный контейнер для свежих продуктов
12L подарочный контейнер для свежих продуктов -
 Проектор
Проектор









