

Низкий уровень летучих органических соединений (voc)
Когда говорят о низком уровне летучих органических соединений, многие сразу думают о красках или лаках для пола. Но в сфере вспененных материалов, особенно для упаковки премиум-сегмента или деталей, контактирующих с человеком, это требование становится всё жёстче. И здесь часто возникает разрыв между формальным соответствием стандарту и реальным поведением материала в изделии. Скажем, сертификат есть, а при распаковке нового электронного устройства в тёплом помещении всё равно чувствуется тот самый ?заводской? запах — это и есть те самые VOC, которые не уловили при тестировании по стандартной методике.
Почему EPP и EPE — не панацея, а отправная точка
Возьмём, к примеру, EPP (вспененный полипропилен). Материал отличный, с ним мы в ООО Нанкин То Форс Новые Материалы работаем постоянно. Его часто позиционируют как экологичный и инертный. По большей части так и есть. Но ?низкий уровень VOC? — это не свойство самого полимера, а характеристика всего производственного цикла. Исходное сырьё, вспенивающий агент, возможные добавки для антистатики или окрашивания — каждый этап может стать источником эмиссии. Была у нас история с партией EPE-вкладышей для упаковки медицинских компонентов. Лабораторный протокол был идеален, но клиент жаловался на посторонний запах после стерилизации циклом низкотемпературной плазмы. Оказалось, дело в следовых количествах определённого смазочного вещества с конвейера, которое при специфическом воздействии давало тот самый эффект. Стандартный тест на VOC его просто не выявлял, так как моделировал другие условия.
Этот случай — хорошая иллюстрация. Мы на своём сайте https://www.njglxcl.ru пишем об интеграции цепочки создания стоимости: от разработки до поставок. Так вот, контроль за летучими органическими соединениями должен быть встроен на каждом её звене, а не быть разовой проверкой финального продукта. Иначе получается просто красивая бумажка, которая не гарантирует реальной чистоты материала в руках у конечного пользователя.
С E-TPU (вспененный термопластичный полиуретан) история ещё тоньше. Материал перспективный для облегчения веса и амортизации, но его химическая природа изначально более сложная. Достижение стабильно низкого уровня VOC здесь — это высший пилотаж в подборе рецептуры и отладке параметров экструзии. Иногда приходится идти на компромисс между механическими свойствами и абсолютной чистотой, но для таких сценариев, как безопасность деталей в салоне автомобиля, компромиссов быть не может. Клиент из автопрома не будет разбираться в тонкостях химии — ему нужен гарантированный результат.
Оборудование и ?слепые зоны? в измерениях
Многое упирается в методики анализа. Стандартные камеры для отбора проб газов часто работают при 23-25°C. А что происходит с материалом, скажем, в закрытом контейнере на солнцепёке, где температура за 60°C переваливает? Или внутри электронного устройства в процессе работы? Эмиссия может вырасти на порядок. Поэтому в наших внутренних протоколах для ответственных проектов мы всегда добавляем этап тестирования в условиях, максимально приближенных к реальной эксплуатации. Это не по ГОСТу, но это даёт понимание.
Ещё один нюанс — время. Некоторые соединения высвобождаются быстро, в первые часы или дни. Другие имеют эффект ?долгоиграющего? фона, который может длиться неделями. Для упаковки, которая хранится на складе месяц, а потом попадает к потребителю, критичен именно долгосрочный фон. Мы как-то получили рекламацию от бренда потребительской электроники: их логистический центр жаловался на стойкий запах от партии защитных вкладышей, хотя при приёмке месяцем ранее всё было в норме. Пришлось разбираться в кинетике выделения добавок-антипиренов, которые использовались в том EPP.
Отсюда вывод: декларировать низкий уровень VOC — мало. Надо понимать, как и когда ты это измерял, и что именно ты измерял. Хроматография хроматографии рознь. Иногда клиент присылает свой техзаказ с жёсткими лимитами по конкретным веществам вроде стирола или формальдегида, и это проще. Хуже, когда требование общее и размытое — тут уже наша задача, как разработчика и производителя, предложить адекватный и доказуемый метод верификации.
Практика и провалы: без этого опыта — никуда
Расскажу о неудаче, которая многому научила. Был проект по разработке лёгкого, но жёсткого EPP-вкладыша для перевозки высокоточной оптики. Механика — идеально. Вес — супер. По лабораторным испытаниям на VOC (стандартным) — всё в пределах нормы. Отправили пробную партию. Через две недели приходит гневное письмо: линзы покрылись едва заметной плёнкой. Паника. Оказалось, что в составе гранул для той партии был специфический реологический модификатор, который в микроскопических количествах мигрировал на поверхность пены и, будучи летучим, конденсировался на холодной поверхности линз. Ни один наш обычный тест на общий VOC этого не показал, так как концентрация была ничтожной, но для сверхчистых поверхностей — критичной.
Этот провал заставил нас полностью пересмотреть подход к подбору сырья для ?чистых? применений. Теперь мы для таких задач работаем только с проверенными поставщиками сырья, где можем получить полную и прозрачную цепочку документов по составу. И, что важнее, внедрили собственные, более длительные и ?жёсткие? циклы предварительного старения материалов перед тестированием для подобных проектов. Как говорится, доверяй, но проверяй — даже собственные лабораторные отчёты.
Сейчас, когда ООО Нанкин То Форс Новые Материалы разрабатывает решения для экологичной упаковки или компонентов, где важен контакт с человеком, вопрос низкого уровня летучих органических соединений поднимается одним из первых. Это уже не дополнительная опция, а базовая необходимость. Но мы научились не просто кивать и показывать сертификат, а вести сложный диалог с клиентом: ?А как вы будете это использовать? А в каких условиях хранить? Что для вас важнее — абсолютная чистота или всё-таки ударная вязкость??. Потому что истина всегда в деталях и в балансе.
Интеграция подхода в цепочку поставок
Наша заявленная на сайте интеграция цепочки — от проектирования до поставки — здесь работает в полную силу. Контроль VOC начинается не на выходе со склада готовой продукции, а на этапе обсуждения техзадания с инженером. Когда мы понимаем сценарий применения, мы можем предложить не просто материал EPP, EPE или E-TPU, а конкретную марку сырья с определённой историей, конкретные параметры вспенивания, которые минимизируют риски, и, наконец, адекватный метод контроля качества. Это и есть то комплексное решение, которое мы стремимся предоставлять.
Например, для одного известного бренда бытовой техники мы поставляем EPE-амортизаторы для внутренней упаковки. Их склад — это огромное помещение без климат-контроля, летом там жарко. Мы изначально, зная это, подобрали рецептуру и провели тесты на эмиссию при 40°C и 50°C. Да, это потребовало дополнительного времени на этапе разработки, но зато мы избежали потенциальных проблем с запахом на их складе и последующих претензий. Клиент доволен, потому что мы предвосхитили его неозвученную потребность.
В конечном счёте, работа над низким уровнем летучих органических соединений — это непрерывный процесс, а не разовая цель. Появляются новые стандарты, новые методы детекции, новые требования от транснациональных корпораций, которые доверяют нам свои проекты. Невозможно один раз ?решить? этот вопрос. Можно только выстроить такую систему работы и такой уровень экспертизы, который позволит каждый раз находить надёжное и практичное решение, где чистота материала — не абстракция, а измеряемая и гарантированная характеристика готового изделия. Именно к этому мы и стремимся в каждом новом проекте.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
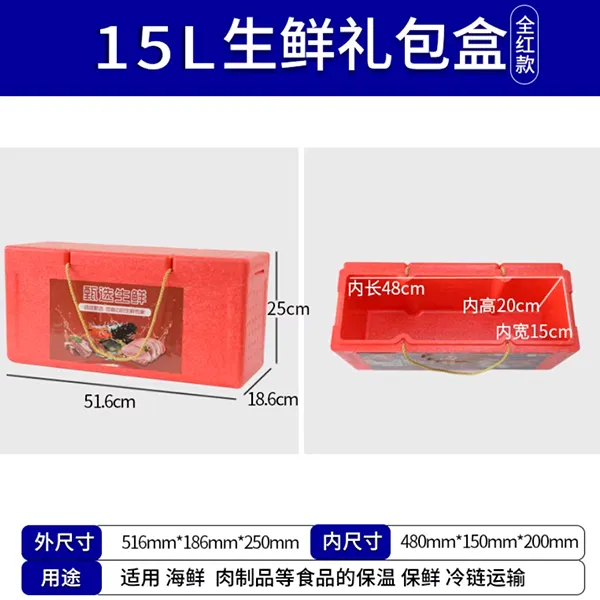 15L подарочный контейнер для свежих продуктов
15L подарочный контейнер для свежих продуктов -
 22L подарочный контейнер для свежих продуктов
22L подарочный контейнер для свежих продуктов -
 Ящик для спального места
Ящик для спального места -
 18L подарочный контейнер для свежих продуктов
18L подарочный контейнер для свежих продуктов -
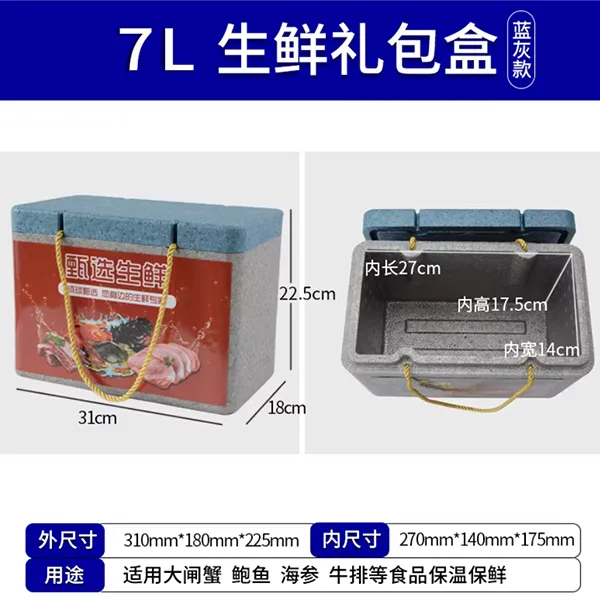 7L подарочный контейнер для свежих продуктов
7L подарочный контейнер для свежих продуктов -
 Полый цилиндр для йоги
Полый цилиндр для йоги -
 12L подарочный контейнер для свежих продуктов
12L подарочный контейнер для свежих продуктов -
 Сиденье
Сиденье -
 27L подарочный контейнер для свежих продуктов
27L подарочный контейнер для свежих продуктов -
 Проектор
Проектор -
 Зубчатый цилиндр для йоги
Зубчатый цилиндр для йоги -
 Кресло-мешок
Кресло-мешок









