

Инструментальный ящик
Когда говорят ?инструментальный ящик?, многие представляют себе ту самую стандартную металлическую коробку, в которой всё свалено в кучу. Но в реальной работе, особенно когда речь заходит о специализированных производствах вроде обработки вспененных полимеров, всё куда тоньше. Это не просто контейнер — это отражение подхода к задаче. И часто именно здесь кроются первые ошибки: пытаются обойтись чем попало, а потом удивляются, почему деталь не вышла или оснастка быстро вышла из строя.
Что на самом деле скрывается за термином
В нашем цеху под инструментальным ящиком понимается не столько физический объект, сколько комплекс: набор технологической оснастки, контрольно-измерительного инструмента и даже специфических приспособлений для работы с конкретными материалами. Например, для формовки EPP или E-TPU, с которыми мы плотно работаем в ООО Нанкин То Форс Новые Материалы, нужны не просто пресс-формы. Нужны калиброванные термопары для контроля температуры в разных зонах формы, специальные щупы для проверки толщины вспененного слоя, набор шаблонов для быстрой проверки геометрии после выемки. Без этого — брак почти гарантирован.
Я помню, как на одном из первых проектов по деталям интерьера автомобиля для немецкого заказчика мы попытались использовать стандартный мерительный инструмент из общего цеха. Результат? Несоответствие по допускам в стыках, потому что упругость EPP после вспенивания давала усадку, которую наш штангенциркуль не улавливал. Пришлось срочно заказывать индикаторные нутромеры с другой градацией. Вот тогда и пришло осознание, что инструментальный ящик должен быть заточен под материал.
И это касается не только измерений. Возьмём простой пример — приспособления для выемки деталей из сложной формы. Для EPE, который более эластичен, можно использовать вакуумные присоски с мягким краем. А для более жёсткого EPP уже нужны рычажные съёмники с точечным захватом, иначе на поверхности останутся вмятины. Такие нюансы не пишут в общих учебниках, они нарабатываются на практике, часто методом проб и ошибок.
Организация — это половина успеха
Можно иметь лучший инструмент, но если он разбросан или не промаркирован, эффективность падает до нуля. У нас в компании была попытка внедрить централизованную систему хранения для всех проектных команд. Звучало разумно: общий инструментальный ящик цеха, учёт через систему, бронирование. На деле же вышла задержка: пока один технолог ждал, когда освободится нужный ему калиброванный оправок для проверки каналов в форме, цикл прессования простаивал.
Пришли к гибридной модели. Базовый, общий набор — в цеху. Но каждый инженер-технолог, ведущий конкретный проект (скажем, по разработке экологичной упаковки для электроники или компоненту для облегчения веса в автопроме), формирует свой персональный комплект. В нём — специфичные для его материала и типа оснастки вещи: определённые виды смазок для разъёмов формы (для E-TPU это критично, чтобы не было прилипания), набор щёток для очистки вентиляционных каналов после цикла, даже заточенные под определённый угол скребки для удаления облоя.
Такая система родилась не сразу. Были и неудачи — например, когда мы попробовали маркировать всё цветными метками по типу материала. Оказалось, что для комбинированных изделий (скажем, EPP + EPE вставка) это только запутывает. Сейчас маркировка идёт по коду проекта, который привязан к карточке техпроцесса. Работает надёжнее.
Связь с производственной цепочкой и материалами
Работая в компании, которая интегрирует цепочку от проектирования до поставки, как ООО Нанкин То Форс Новые Материалы, видишь, как инструментальный ящик становится связующим звеном. Инженер-конструктор, разрабатывая новую деталь для безопасности пассажирского отсека, должен понимать, каким инструментом её будут проверять на линии. Иначе может получиться так, что спроектированная им сложная кривизна будет не поддаваться объективному контролю — ни штангенциркулем, ни даже 3D-сканером в условиях цеха.
Мы однажды столкнулись с ситуацией, когда заказчик из сектора премиальной бытовой техники требовал идеальной гладкости поверхности на детали из EPE. Конструкторы сделали форму, но при выемке мельчайшие неровности всё же возникали. В стандартном наборе не было ничего, чтобы это оперативно оценить и доработать. Пришлось вместе с отделом разработки создавать простой, но эффективный ?калибр? — шаблон-световую щель. Его теперь включают в комплект для подобных проектов. Это тот случай, когда инструмент рождается из конкретной производственной боли.
Именно поэтому в нашей комплексной услуге, о которой говорится в описании компании, неявно, но всегда присутствует консультация по технологическому инструменту. Мы не просто поставляем деталь из вспененного материала. Мы, по сути, передаём часть своего инструментального ящика — знания о том, как эту деталь правильно проверить, установить и даже обслуживать в дальнейшем. Для клиента это часто важнее, чем сама деталь, потому что снижает его риски на линии сборки.
Экономика и заблуждения
Частое заблуждение руководства — воспринимать затраты на специализированный инструмент как излишество. Мол, линейка и угольник решат все проблемы. В случае с полимерами вроде EPP это путь к потерям. Один случайный задир на поверхности пресс-формы из-за неподходящего монтажного ключа может привести к браку на целой партии деталей для облегчения компонента. Стоимость простоя линии и переделки в сотни раз превысит цену того самого правильного динамометрического ключа из набора.
Мы считаем не стоимость ящика, а стоимость его отсутствия. Когда к нам обратился производитель спортивного инвентаря с проблемой расхождения по плотности в разных партиях E-TPU, оказалось, что они проверяли сырьё общим ареометром. После того как мы помогли подобрать им калиброванный набор для контроля вспенивания (по сути, укомплектовали их технолога узким инструментальным ящиком), проблема ушла. Это был не наш прямой заказ, но такая поддержка укрепила доверие и в итоге привела к контракту на поставку материалов.
Инвестиции в правильный инструмент — это инвестиции в повторяемость и качество. В нашем бизнесе, где мы работаем с известными брендами, это единственно возможный путь. Нельзя обещать комплексное решение, если на этапе контроля ты зависишь от кустарных методов.
Будущее: цифра и тактильность
Сейчас много говорят о цифровизации. Да, у нас тоже есть базы данных по оснастке, QR-коды на сложных калибрах. Но в основе всё равно лежит физический объект, который технолог держит в руках. Цифровой twin пресс-формы — это здорово, но чтобы проверить, не забился ли вентиляционный канал, ты всё равно берёшь щуп из своего инструментального ящика и идешь к станку.
Направление, в котором мы движемся, — это гибрид. Например, внедряем простые датчики в саму оснастку для мониторинга износа, но данные с них интерпретирует человек, используя тот же набор для визуального и тактильного контроля. Или другой пример: для обучения новых операторов мы собираем ?учебные ящики? с наиболее характерными дефектными образцами и инструментом для их выявления. Это работает лучше любой инструкции в PDF.
В итоге, возвращаясь к началу. Инструментальный ящик — это не про железо. Это про понимание материала, процесса и рисков. В компаниях вроде нашей, где ставка сделана на интеграцию и доверие клиентов, это становится одним из ключевых, хотя и не всегда афишируемых, активов. Это то, что позволяет не просто сделать деталь, а сделать её одинаково хорошо в тысячный раз. И этот опыт, со всеми его набитыми шишками и найденными решениями, не купишь в магазине — его можно только собрать по крупицам в процессе работы.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 18L подарочный контейнер для свежих продуктов
18L подарочный контейнер для свежих продуктов -
 14L подарочный контейнер для свежих продуктов
14L подарочный контейнер для свежих продуктов -
 27L подарочный контейнер для свежих продуктов
27L подарочный контейнер для свежих продуктов -
 11L подарочный контейнер для свежих продуктов
11L подарочный контейнер для свежих продуктов -
 Зубчатый цилиндр для йоги
Зубчатый цилиндр для йоги -
 Сплошной цилиндр для йоги
Сплошной цилиндр для йоги -
 Проектор
Проектор -
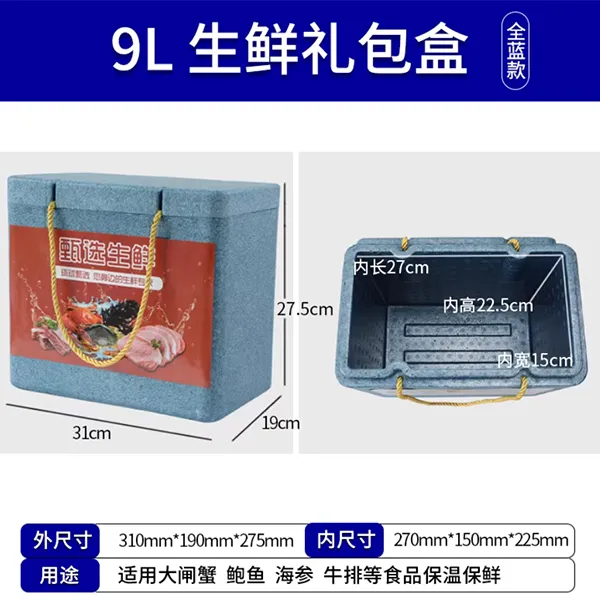 9L подарочный контейнер для свежих продуктов
9L подарочный контейнер для свежих продуктов -
 Метательный планер
Метательный планер -
 22L подарочный контейнер для свежих продуктов
22L подарочный контейнер для свежих продуктов -
 Полый цилиндр для йоги
Полый цилиндр для йоги -
 Детские строительные блоки
Детские строительные блоки









